Why Choose Us
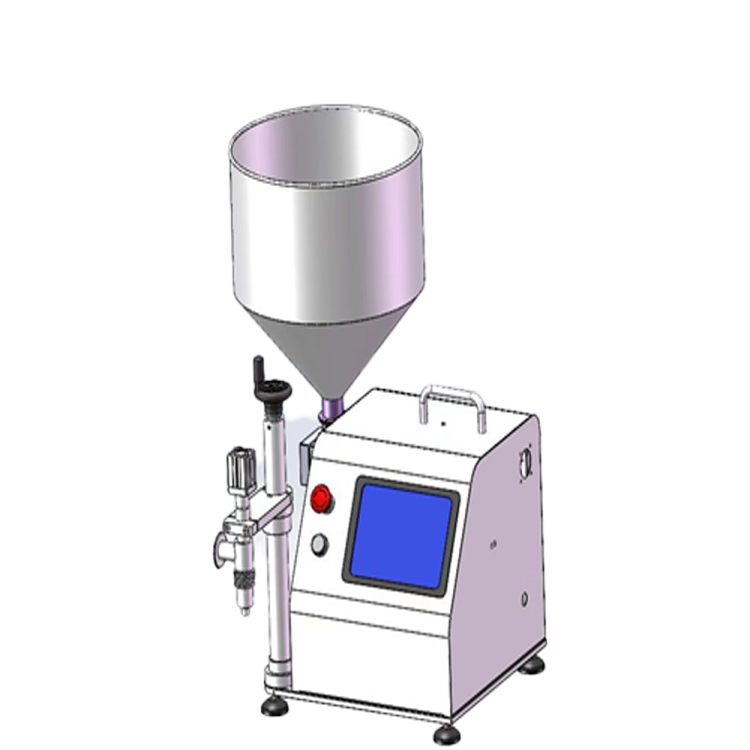
We have manufactured our products to be cost effective, durable and reliable. With diverse models and specifications, our products can be tailored to meet certain requirements. Customization can also be done to ensure the product fits your requirement.
For Business Partners / Suppliers, we offer competitive profit margins and always provide consistent after sales support during the guaranteed service period only. Don’t worry, we quality test every product before being shipped so there will be no funny surprises late after sale. In addition to all of the above, we support localized promotions, will provide design made for just your product line or branded specifically to the market you work in.