في النظام البيئي عالي المخاطر لتصنيع معدات السلامة من الحرائق، فإن "القدرة" تعني حرفياً "النجاة". وعندما يرتفع الطلب في السوق—نتيجة لتشريعات جديدة أو احتياجات عاجلة للسلامة—فإن الشركة المصنعة التي يمكنها توريد منتجات موثوقة وعالية الجودة بأسرع وقت لا تكسب العقد فحسب، بل تضمن هيمنتها على السوق. وعلى العكس، يمكن أن تكون التأخيرات كارثية بالنسبة لسمعة العلامة التجارية.
بالنسبة لعميلنا الأخير، الذي يُعد قوة مهيمنة في سوق أجهزة إطفاء الحرائق والرذاذات الأمنية في الأرجنتين، فقد وصل الوضع إلى نقطة تحوّل حرجة. كانت سلطته العلامة التجارية تنمو بسرعة عبر أمريكا الجنوبية، لكن خط إنتاجه ظل عالقًا في الماضي. ومعتمدًا على آلات خطية قديمة وعملية شبه آلية متفرقة، لم يتعدَّ إنتاجه 60 علبة في الدقيقة (CPM). كان هذا الاختناق مدمرًا. فقد كان عمليًا يفقد إيرادات محتملة، مجبرًا على رفض الطلبات الكبيرة أو التعرض للعقوبات بسبب تأخير الشحنات. وكانت الفجوة بين إمكاناته البيعية وواقع تصنيعه تتسع يومًا بعد يوم.
لم يكونوا فقط بحاجة إلى آلة جديدة لتغطية فجوة؛ بل كانوا بحاجة إلى حل شامل ثورة التصنيع .
تُفصّل هذه الدراسة حالة كيف أن Aile Automation تدخلنا لتقديم حل هندسي شامل. وقدّمنا خط تعبئة بخاخات عالي السرعة أوتوماتيكي بالكامل نظامًا ضخمًا، قادرًا على العمل بشكل مستمر عند 200 CPM. ومع ذلك، كانت السرعة مجرد نصف المعركة. وقدّمت المشروع تحديين هندسيين كبيرين:
-
بروتوكولات السلامة الصارمة: تضمن المنتج مواد دفع بروبان سائلة قابلة للاشتعال بدرجة عالية. وقد دمج فريقنا أنظمة متطورة مضادة للانفجارات، وأجهزة استشعار لكشف الغاز، وبروتوكولات تهوية طارئة لضمان أن السرعة العالية لا تُعرض السلامة التشغيلية للخطر.
-
تصميم المصنع الصعب: كان لدى العميل بنية تحتية قائمة ذات تخطيط جامد وغير قياسي لا يمكنه استيعاب خط خطي قياسي. ولذلك صمّم مهندسو Aile تكوينًا مخصصًا وفعالًا من حيث المساحة، عَزَّز التدفق دون الحاجة إلى توسيع مكلِف للمصنع.
من خلال الانتقال من عملية تعتمد بشكل كبير على العمالة بسرعة 60 وحدة في الدقيقة إلى منشأة مُتحكَّم بها بالكامل وبسرعة 200 وحدة في الدقيقة، لم يكتفِ عميلنا بثلاثة أضعاف إنتاجه فحسب، بل قلّص أيضًا تكاليف العمالة لكل وحدة بشكل كبير. واليوم، لم يعد عميلنا مجرد متبع للطلب، بل أصبح هو من يُحدد وتيرة السوق الأرجنتيني.
1. التحدي: هندسة "القيود الثلاثية"
عندما تواصل العميل مع شركة Aile Automation، عرض علينا ما نسميه "القيود الثلاثية" - وهو سيناريو حيث تجعل ثلاثة عوامل متضاربة المشروع صعبًا للغاية:
أ. متطلبات السرعة (200 دورة في الدقيقة)
طالب العميل بزيادة كبيرة من 60 سنتًا لكل ألف ظهور إلى 200 سنت في الدقيقة في عالم تعبئة الرذاذ، يُمثل هذا الحد الفاصل بين "القياسي" و"المتميز". فمع إنتاج 200 علبة في الدقيقة، تعجز الآلات الخطية عن مواكبة هذا الإنتاج دون التسبب في تناثر السائل أو انقلاب العلب. والحل الوحيد هو التحول إلى تقنية الدوران (البرج) ، حيث يتم التحكم في العلب بواسطة عجلات نجمية لتوفير معالجة سلسة وعالية السرعة.
ب. القيد المكاني (ضرورة الشكل U)
تتطلب السرعة عادةً طولاً. يمكن لخط نقل سريع قياسي أن يمتد بسهولة من 30 إلى 40 متراً. مع ذلك، احتوى موقع العميل في الأرجنتين على أعمدة هيكلية وجدران قائمة حالت دون إنشاء خط مستقيم. كانوا بحاجة إلى إنتاجية عالية في مساحة محدودة.
ج. مفارقة السلامة (غاز البترول المسال في منتجات مكافحة الحرائق)
على الرغم من أن المنتج عامل لإطفاء الحرائق، فإن المادة الدافعة المطلوبة لهذا الشكل المحدد من البخاخ هي غاز البترول المسال (LPG) وقد أدى ذلك إلى خلق تحدٍ هندسي كبير: التعامل مع غاز شديد الاشتعال بسرعات عالية داخل مصنع يجب أن يظل مقاومًا للانفجار بنسبة 100٪.
2. الحل: خط إنتاج متكامل على شكل حرف U مصمم خصيصًا
لحل التحدي المكاني، تخلى فريق الهندسة في شركة Aile عن التصميم التقليدي ذي الخطوط المستقيمة. وبدلاً من ذلك، استخدمنا برنامج AutoCAD لتصميم تصميم متطور نظام ناقل على شكل حرف U .
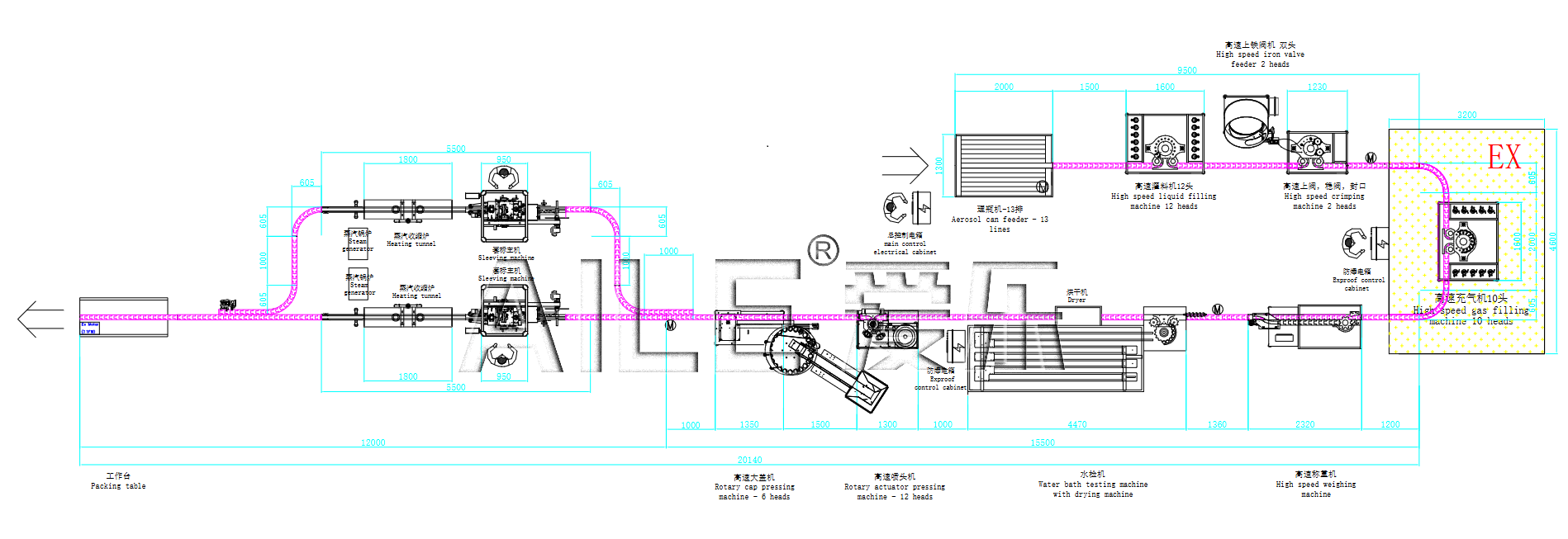
- المنطقة أ (التحضير): يمكن تقديم الطعام والتنظيف.
- المنطقة ب (تعبئة السوائل وتركيب الصمامات): القسم الدوار عالي السرعة.
- المنطقة ج (منطقة الخطر): غرفة متخصصة ومعزولة ومقاومة للانفجار لتعبئة غاز البترول المسال.
- المنطقة د (التشطيب): اختبار الحمام المائي، والتجفيف، ووضع الملصقات، والتعبئة.
ملاحظة من المهندس: "إن تصميم الخط على شكل حرف U لا يتعلق فقط بتوفير المساحة؛ بل يتعلق أيضاً بسير عمل المشغل. فمن خلال ثني الخط، سمحنا لمشغل واحد بمراقبة كل من محطة التغذية ومحطة التعبئة بصرياً، مما قلل مسافة المشي بشكل كبير."
3. نظرة معمقة: تحليل أساسيات الآلات
لتحقيق معدل إنتاج ثابت يبلغ 200 دورة في الدقيقة، يجب أن تكون جميع الآلات في خط الإنتاج متزامنة تمامًا. أي خلل في إحدى الوحدات يؤدي إلى إبطاء النظام بأكمله. إليكم التحليل الفني لأهم مكونات خط الإنتاج.
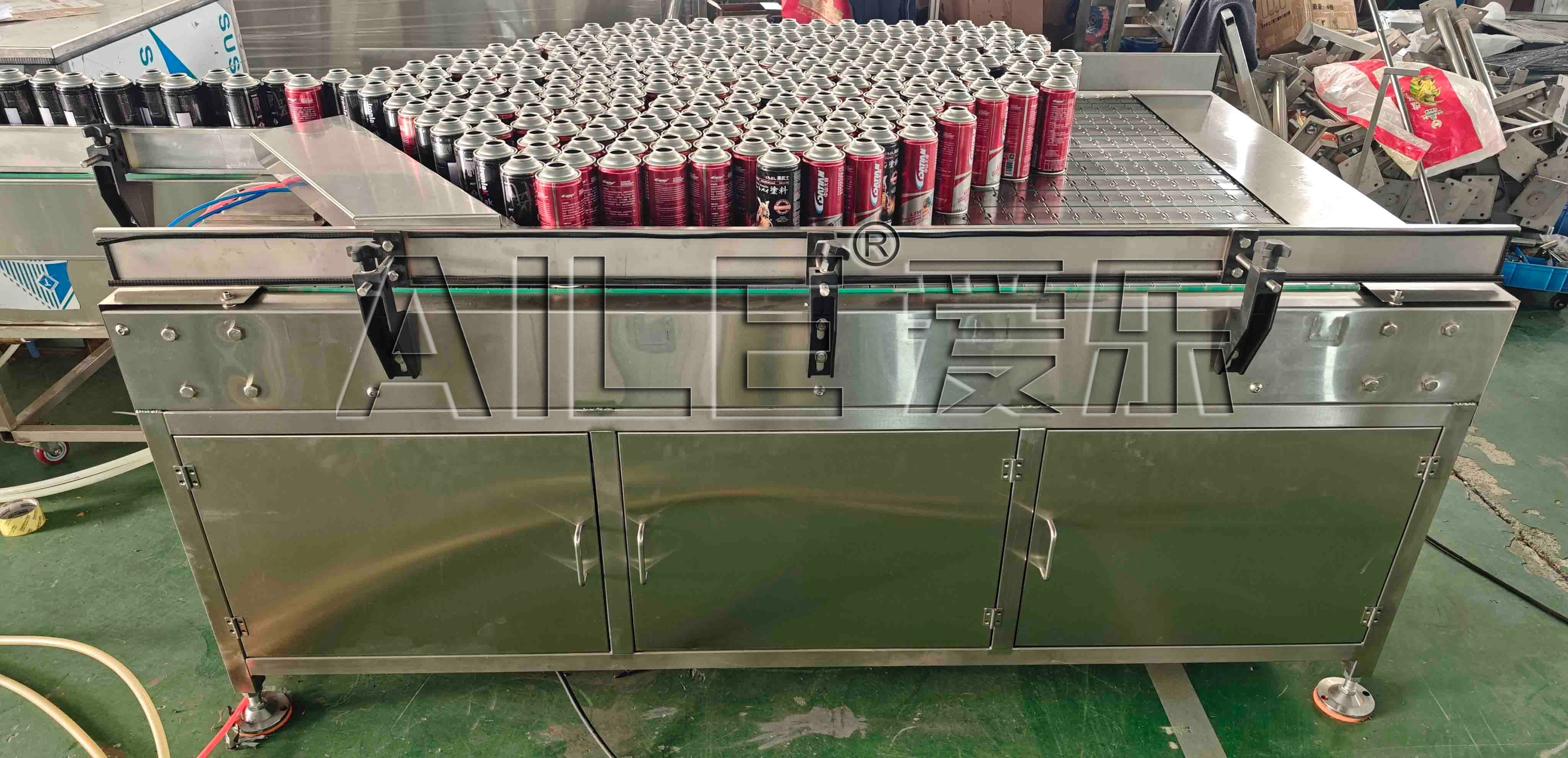
الخطوة 1: جهاز فك تشفير الزجاجات عالي السرعة
أساس السرعة. عند سرعة 200 دورة في الدقيقة، يصبح التغذية اليدوية مستحيلة. لقد قمنا بدمج... جهاز فك تشفير عالي السرعة ومقاوم للانفجار .
- السعة: مصنفة لـ 200-250 دورة في الدقيقة.
- الآلية: تستخدم لوحة رفع طرد مركزي لفرز العلب الكبيرة ووضعها برفق على الناقل.
- الابتكار: أضفنا بطانة بوليمرية إلى قرص الفرز لمنع خدش علب الألومنيوم المطبوعة مسبقًا، وهي مشكلة شائعة في أجهزة فك التشفير المعدنية القديمة.
الخطوة الثانية: القلب - آلة تعبئة السوائل الدوارة ذات 12 رأسًا

الدقة عند السرعات العالية. هذه هي الآلة الأكثر أهمية على خط الإنتاج. ولتعبئة سائل إطفاء الحريق (الذي قد يكون رغوياً أو لزجاً) بسرعات عالية، قمنا بنشر آلة تعبئة السوائل الدوارة عالية السرعة ذات 12 رأسًا .
- نظام البرج الدوار: على عكس آلات التعبئة الخطية التي تتوقف وتعاود العمل، تقوم هذه الآلة بالتعبئة أثناء الدوران. 12 فوهة تعبئة منفصلة تتبع العلب المتحركة، مما يزيد من وقت التعبئة لضمان الدقة.
- الدقة: خطأ في التعبئة بنسبة ±1%.
- ممنوع التعبئة: يقوم نظام استشعار متطور بالكشف عما إذا كانت هناك علبة مفقودة من جيب عجلة النجمة ويمنع على الفور تلك الفوهة المحددة من التوزيع، مما يوفر المواد الخام القيمة.
الخطوة 3: نظام أمان غاز البترول المسال وجهاز تعبئة الغاز الدوار
السلامة تلتقي بالأداء. بما أن الوقود الدافع هو LPG السلامة أمر لا يقبل المساومة. هذه الآلة موجودة داخل هيكل مصمم خصيصًا. غرفة مقاومة للانفجار .
- تصميم ثنائي الوضع: تم تصميم هذا الخط للتعامل مع كل من النيتروجين (للمطفآت القياسية) وغاز البترول المسال (للبخاخات متعددة الأغراض)، مما يوفر تنوعًا في المستقبل.
- نظام التغويز الدوار ذو 10 رؤوس: يقوم بعملية التفريغ وحقن الغاز في دورة سلسة.
- نظام ضاغط غاز البترول المسال: تضمن مضخة معززة مخصصة ضغطًا ثابتًا للوقود الدافع، بغض النظر عن مستوى الخزان الخارجي.

الخطوة الرابعة: ضمان الجودة - جهاز اختبار الحمام المائي
سياسة انعدام العيوب. بالنسبة لأوعية الضغط، تُشكل التسريبات مخاطر على السلامة. يتم غمر كل علبة على حدة في الماء الدافئ للتحقق من وجود تسريبات.

الخطوة 5: إدخال فوهة من النوع L مخصصة
تخصيص الأشكال الخاصة. يستخدم العميل فوهة رش فريدة من نوعها على شكل حرف "L". أما الآلات القياسية فغالباً ما تتعطل بسبب المحركات غير المنتظمة.
- نظام التقاط ووضع آلي: لقد صممنا وعاءً اهتزازيًا خاصًا وآلية لتوجيه وإدخال هذه الفوهات الصعبة بشكل موثوق عند 200 دورة في الدقيقة.
- وضع الملصقات برأسين: ولمواكبة السرعة، يتم تشغيل محطة وضع الملصقات بواسطة عاملين لتسهيل تغيير لفائف الملصقات بسرعة دون إيقاف الآلة.

4. الكفاءة التشغيلية: حساب عائد الاستثمار
لا تكمن القيمة الحقيقية لهذا الخط في الآلات فحسب؛ بل في... الاقتصاد التشغيلي .
- السرعة: تمت الزيادة من 60 سنتًا في الدقيقة إلى 200 سنت في الدقيقة (نمو بنسبة 330%).
- طاقم عمل: تم تخفيضها إلى فقط 5 عمال تشغيل (تغذية العلب، مراقبة غرفة الغاز، وضع العلامات أ و ب).
- تكلفة العمالة: انخفاض بنسبة 70% لكل وحدة منتجة.
الرياضيات: من المتوقع أن يسترد العميل تكلفة استثماره (العائد على الاستثمار) في غضون ثلاثة أضعاف الإنتاج مع تقليص عدد القوى العاملة. أقل من 14 شهرًا .
5. اختبار القبول في المصنع (FAT) والتسليم
قبل الشحن إلى الأرجنتين، قمنا بتشغيل خط الإنتاج بشكل متواصل لمدة 4 ساعات خلال اختبار القبول النهائي. والنتيجة؟ انعدام الأعطال، وانحراف التعبئة في حدود 1.5 غرام، وسلاسة في التشغيل عالي السرعة.
ما هي ملاحظات العميل؟ "توقعنا السرعة، لكننا لم نتوقع هذا المستوى من سلاسة التحكم. الآلة تعمل كالساعة السويسرية."
6. لماذا تختار شركة Aile Automation؟
يُبرز هذا المشروع سبب كون شركة Aile هي الشريك المفضل لمشاريع الهباء الجوي المعقدة:
- المرونة الهندسية: نقوم بتعديل التصاميم (مثل التصميم على شكل حرف U) لتناسب واقعك.
- الأمان أولًا: خبرة في أنظمة غاز البترول المسال والأنظمة المقاومة للانفجار.
- مسؤولية تسليم المشروع جاهزاً للتنفيذ: من الضاغط إلى طاولة التعبئة، نحن نوفر كل شيء.
هل أنت مستعد لتطوير إنتاجك؟
لا تدع خط إنتاجك يصبح عائقاً أمام نموك.
👉 تواصل مع فريق هندسة آيل اليوم للحصول على استشارة مجانية حول تصميم تخطيط المصنع وتصميم خط الإنتاج عالي السرعة.