У високоризиковій екосистемі виробництва засобів пожежної безпеки «потужність» є синонімом «виживання». Коли попит на ринку зростає — під впливом нових нормативів або термінових потреб у безпеці — виробник, який може швидко поставити надійну продукцію високої якості, отримує не лише контракт; він забезпечує собі ринок. Навпаки, затримки можуть бути фатальними для репутації бренду.
Для нашого останнього клієнта, домінуючої сили на ринку вогнегасників та аерозольних засобів безпеки в Аргентині, ситуація досягла критичної точки. Їхня брендова авторитетність швидко зростала по всій Південній Америці, але їхнє виробниче обладнання залишалося застарілим. Покладаючись на застарілі лінійні машини та фрагментований напівавтоматичний процес, їхнє виробництво обмежувалося скромними 60 банок на хвилину (CPM). Це було руйнівне вузьке місце. Вони фактично втрачали потенційний дохід, змушені були відмовлятися від оптових замовлень або стикатися зі штрафами за затримки у поставках. Прорва між їхнім продажним потенціалом і реальністю виробництва зростала з кожним днем.
Їм було потрібно не просто нове обладнання, щоб заповнити прогалину; їм було потрібно повне виробнича революція .
У цьому прикладі з практики описано, як Aile Automation ми втрутилися, щоб створити комплексне рішення. Ми поставили Повністю автоматичну високошвидкісну лінію для наповнення аерозолів , потужну систему, здатну працювати на стабільних 200 CPM. Проте швидкість була лише половиною битви. Проект ставив перед нами дві значні інженерні перешкоди:
-
Суворі протоколи безпеки: Продукт містив високолеткучі пропеленти на основі зрідженого газу (LPG). Наша команда інтегрувала системи високого класу з захистом від вибуху, датчики виявлення газу та протоколи аварійної вентиляції, щоб забезпечити, що висока швидкість ніколи не ставила під загрозу експлуатаційну безпеку.
-
Складна планировка цеху: Існуючий об'єкт клієнта мав жорстку, нестандартну планировку, яка не могла прийняти типову лінійну лінію. Інженери Aile розробили спеціальну конфігурацію, ефективно використовуючи простір, щоб максимізувати потік без необхідності дорогого розширення цеху.
Перейшовши від трудомісткого процесу 60 CPM до повністю автоматизованого потужного обладнання продуктивністю 200 CPM, клієнт не лише потроїв випуск продукції, але й значно скоротив витрати на оплату праці на одиницю продукції. Сьогодні вони не просто витримують попит — вони задають темп ринку Аргентини.
1. Завдання: інженерія «трьох обмежень»
Коли клієнт звернувся до Aile Automation, він поставив перед нами те, що ми називаємо «трьома обмеженнями» — ситуацію, коли три суперечливі чинники ускладнюють виконання проекту:
A. Вимога до швидкості (200 CPM)
Клієнт вимагав збільшення продуктивності з 60 CPM до 200 CPM . У сфері наповнення аерозолів це значення є межею між «стандартним» та «елітним» обладнанням. На швидкості 200 банок на хвилину лінійні машини фізично не здатні впоратися без розбризкування рідини або перекидання банок. Єдиним рішенням є перехід до Роторної (барабанної) технології , де банки контролюються зірчастими колесами для плавного та швидкісного переміщення.
Б. Обмеженість простору (необхідність U-подібної конфігурації)
Швидкість, як правило, вимагає довжини. Стандартна лінія високої швидкості може легко простягатися на 30–40 метрів. Однак на об'єкті клієнта в Аргентині були конструктивні колони та існуючі стіни, що робило неможливим прокладання прямої лінії. Їм потрібно було досягти високого виходу продукції в обмеженому просторі.
C. Парадокс безпеки (LPG у вогнегасних засобах)
Хоча сам продукт є вогнегасним складом, для цього конкретного аерозольного формату необхідний паливний газ LPG (зріджений нафтовий газ) . Це створило значну інженерну задачу: робота з високолетючим газом на високих швидкостях у приміщенні заводу, яке має залишатися абсолютно вибухобезпечним.
2. Рішення: спеціалізована повністю укомплектована U-подібна лінія
Щоб подолати проблему з простором, інженерна команда Aile відмовилася від традиційної прямої конфігурації. Натомість ми використали Auto-CAD для проектування складної U-подібної системи конвеєра .
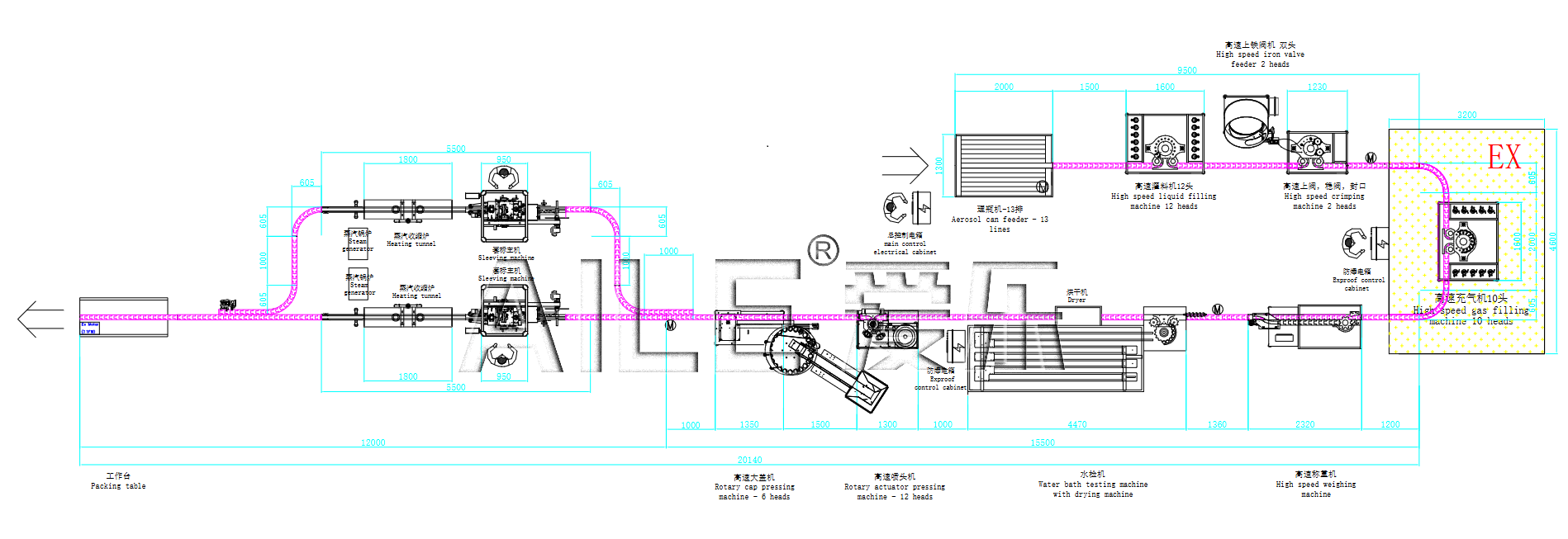
- Зона A (Підготовка): Можливість годування та очищення.
- Зона B (Заповнення рідиною та встановлення клапанів): Секція високошвидкісного обертання.
- Зона C (Небезпечна зона): Спеціалізована ізольована кімната з вибухозахистом для заправки СПГ.
- Зона D (Остаточна обробка): Тестування у водяній ванні, сушіння, маркування та упаковка.
Примітка інженера: «U-подібна форма — це не лише економія місця; це організація робочого процесу оператора. Завдяки вигину лінії один оператор може візуально контролювати як станцію завантаження, так і упаковку, значно скоротивши відстань переміщення».
3. Детальний аналіз: Розбивка основного обладнання
Щоб досягти стабільних 200 CPM, кожен верстат на лінії має бути ідеально синхронізований. Вузьке місце в одному з блоків уповільнює всю систему. Ось технічний розбір «серця та душі» лінії.
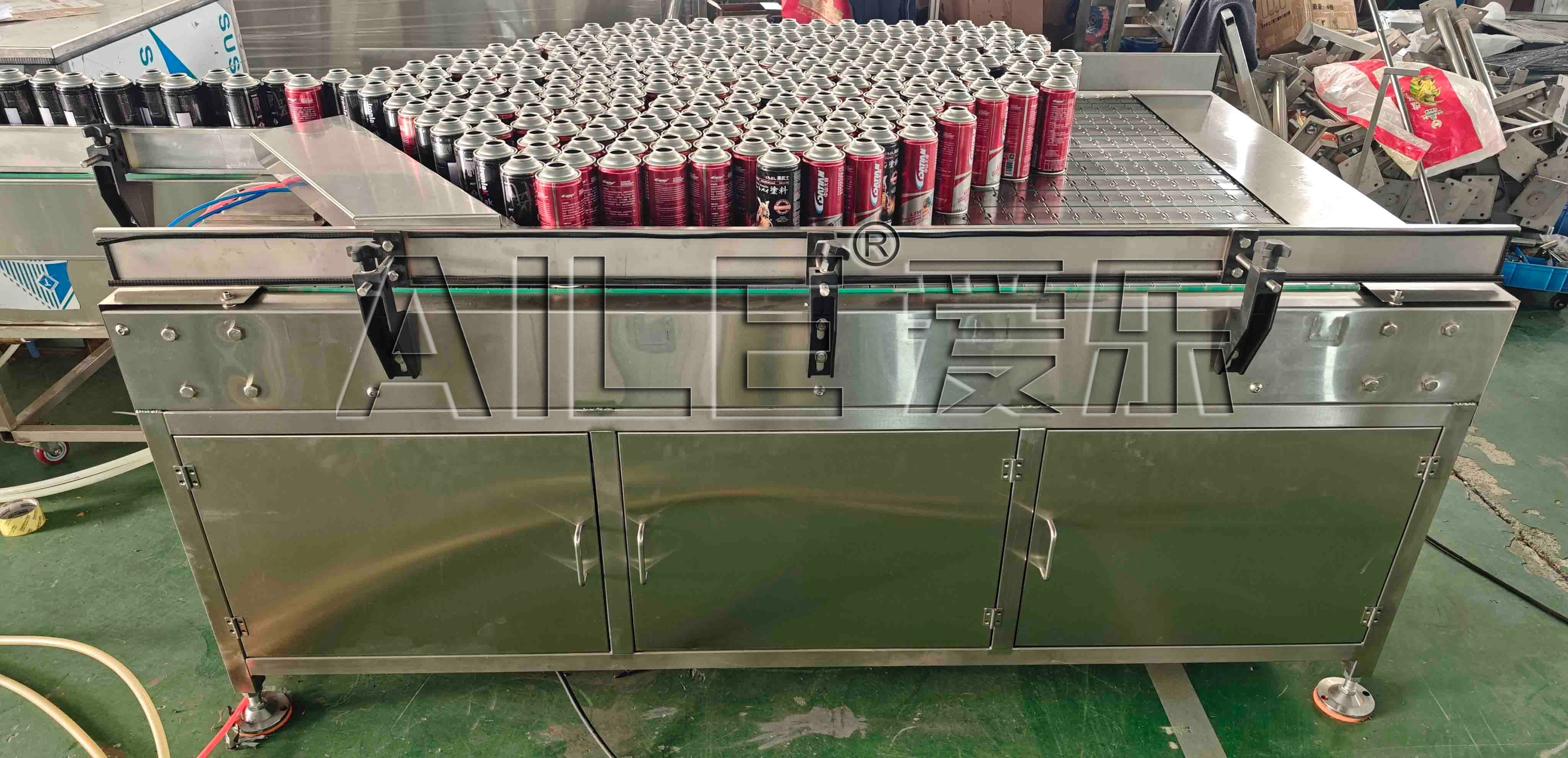
Крок 1: Швидкісний автомат для орієнтації пляшок
Основа швидкості. На швидкості 200 CPM ручне завантаження неможливе. Ми інтегрували Високошвидкісний вибухозахищений автомат для орієнтації .
- Місткість: Розрахований на 200–250 CPM.
- Механізм: Він використовує відцентровий підйомний диск для сортування банок навалом і обережної подачі їх на конвеєр.
- Інновації: Ми додали полімерне покриття до диска сортування, щоб запобігти подряпинам на переддрукованих алюмінієвих банках — поширена проблема старих автоматів із металевим контактом.
Крок 2: Серце — Ротаційний 12-головковий автомат для розливу рідини

Точність на високій швидкості. Це найважливіший верстат на лінії. Щоб заповнювати вогнегасну рідину (яка може бути пінною або в'язкою) на високих швидкостях, ми використали наш Високошвидкісний роторний дозатор рідини з 12 головками .
- Роторна система башти: На відміну від лінійних дозаторів, що працюють за принципом стоп-старт, цей верстат заповнює банки під час обертання. 12 окремих дозуючих сопел слідкують за рухомими банками, максимально подовжуючи час заповнення для забезпечення точності.
- Точність: похибка заповнення ±1%.
- Без банки — без заповнення: Сучасна сенсорна система визначає відсутність банки у кармані зірчастого колеса та негайно блокує подачу через відповідне сопло, економлячи цінну сировину.
Крок 3: Система безпеки з рідким газом (LPG) та роторний газовий дозатор
Безпека поєднується з продуктивністю. Оскільки пропелент є СРГ , безпека є пріоритетною. Цей верстат розташований всередині спеціально побудованого Приміщення, стійкого до вибухів .
- Конструкція з двома режимами: Лінія спроектована для роботи як з азотом (для стандартних вогнегасників), так і з зрідженим нафтовим газом (для універсальних аерозолів), що забезпечує гнучкість у майбутньому.
- 10-позиційна ротаційна система заправки газом: Виконує відкачування повітря та ін’єкцію газу в одному безперервному циклі.
- Система компресора зрідженого газу: Окремий підвищувальний насос забезпечує стабільний тиск пропелента незалежно від рівня в зовнішньому балоні.

Крок 4: Забезпечення якості — Випробування у водяній ванні
Політика нульових дефектів. Для посудин під тиском витоки є загрозою безпеці. Кожну окрему банку занурюють у теплу воду, щоб перевірити наявність витоків.

Крок 5: Встановлення індивідуального L-подібного сопла
Індивідуальне налаштування для спеціальних форм. Клієнт використовує унікальне розпилювальне сопло типу "L-Type". Стандартні машини часто блокуються при роботі з нестандартними приводами.
- Роботизоване підбирання та розміщення: Ми розробили спеціальну вібраційну чашу та механізм для орієнтації та надійного встановлення цих складних сопел з продуктивністю 200 CPM.
- Двоголова маркування: Щоб встигати за швидкістю, пост маркування обслуговують два оператори, що дозволяє швидко змінювати рулони з етикетками без зупинки машини.

4. Експлуатаційна ефективність: розрахунок ROI
Справжня цінність цієї лінії полягає не лише в обладнанні, а й у економіка експлуатації .
- Швидкість: Збільшено з 60 CPM до 200 CPM (зростання на 330%).
- Персонал: Зменшено до 4 операторів (наповнення банок, моніторинг газової кімнати, маркування А та В).
- Вартість роботи: на 70% менше на одиницю продукції.
Розрахунки: Збільшивши обсяги виробництва втричі та скоротивши штат працівників, клієнт зможе окупити інвестиційні витрати (ROI) за менше ніж за 14 місяців .
5. Заводський приймальний випробування (FAT) та поставка
Перед відправленням до Аргентини ми запустили лінію безперервно на 4 години під час FAT. Результат? Жодних заїдань, відхилення наповнення всередині 1,5 г та плавна робота на високій швидкості.
Відгук клієнта? "Ми очікували швидкості, але не очікували такого рівня плавності роботи. Обладнання працює як швейцарські годинники."
6. Чому варто обрати Aile Automation?
Цей проект демонструє, чому Aile є перевагою серед партнерів для складних аерозольних проектів:
- Гнучкість у проектуванні: Ми адаптуємо компонування (наприклад, U-подібне) під ваші реальні умови.
- Безпека на першому місці: Експертність у системах LPG та вибухозахищеному обладнанні.
- Комплексна відповідальність: Від компресора до упаковочного столу — ми постачаємо все.
Готові модернізувати своє виробництво?
Не дозвольте, щоб ваша виробнича лінія була вузьким місцем у рості вашого бізнесу.
👉 Зв'яжіться з інженерною командою Aile вже сьогодні щоб отримати безкоштовну консультацію щодо планування вашого заводу та проектування високошвидкісної лінії.