Dans l'écosystème à enjeux élevés de la fabrication de matériel de sécurité incendie, « capacité » est synonyme de « survie ». Lorsque la demande du marché augmente — sous l'effet de nouvelles réglementations ou de besoins urgents en matière de sécurité — le fabricant capable de livrer des produits fiables et de haute qualité le plus rapidement ne remporte pas seulement le contrat ; il s'assure la domination du marché. Inversement, les retards peuvent être fatals pour la réputation d'une marque.
Pour notre dernier client, une force dominante sur le marché argentin des extincteurs et des aérosols de sécurité, la situation avait atteint un point critique. Son autorité de marque croissait rapidement en Amérique du Sud, mais sa chaîne de production restait bloquée dans le passé. En s'appuyant sur d'anciennes machines linéaires et un processus semi-automatique fragmenté, sa production culminait à un modeste rythme de 60 unités par minute (CPM). Ce goulot d'étranglement était désastreux. Le client perdait effectivement des revenus potentiels, contraint de refuser des commandes en gros ou de subir des pénalités pour livraisons retardées. L'écart entre son potentiel commercial et la réalité de sa fabrication s'élargissait chaque jour.
Il ne s'agissait pas simplement d'ajouter une nouvelle machine pour combler un manque ; il fallait une solution totale révolution manufacturière .
Cette étude de cas décrit comment Aile Automation est intervenu pour concevoir une réponse complète. Nous avons livré un Ligne de remplissage d'aérosols entièrement automatique et à haute vitesse , un système puissant capable de fonctionner à un rythme soutenu de 200 CPM. Toutefois, la vitesse n'était qu'une moitié du défi. Le projet présentait deux obstacles techniques majeurs :
-
Protocoles de sécurité stricts : Le produit impliquait des propulseurs de GPL hautement inflammables. Notre équipe a intégré des systèmes antidéflagrants de premier niveau, des capteurs de détection de gaz et des protocoles de ventilation d'urgence afin de garantir que la vitesse élevée n'entame jamais la sécurité opérationnelle.
-
Agencement difficile de l'usine : L'installation existante du client présentait une configuration rigide et non standard, incapable d'accueillir une ligne linéaire classique. Les ingénieurs d'Aile ont conçu une configuration sur mesure, optimisée en espace, qui maximise le flux sans nécessiter une extension coûteuse de l'usine.
En passant d'un procédé intensif en main-d'œuvre de 60 CPM à un système entièrement automatisé de 200 CPM, notre client a non seulement triplé sa production, mais aussi réduit significativement les coûts de main-d'œuvre par unité. Aujourd'hui, ils ne se contentent pas de faire face à la demande ; ils dictent le rythme du marché argentin.
1. Le défi : l'ingénierie de la « triple contrainte »
Lorsque le client s'est adressé à Aile Automation, il nous a présenté ce que nous appelons la « triple contrainte » — un scénario dans lequel trois facteurs contradictoires rendent le projet particulièrement difficile :
A. La contrainte de vitesse (200 CPM)
Le client exigeait de passer de 60 CPM à 200 CPM . Dans le monde du remplissage d'aérosols, cette limite marque la frontière entre « standard » et « haut de gamme ». À 200 boîtes par minute, les machines linéaires sont physiquement incapables de suivre sans provoquer des éclaboussures ou des renversements de boîtes. La seule solution consiste à passer à une Technologie rotative (tourelle) , où les boîtes sont guidées par des étoiles dentées pour une manipulation fluide et à haute vitesse.
B. La limitation d'espace (nécessité de la forme en U)
La vitesse nécessite habituellement de la longueur. Une ligne standard à grande vitesse peut facilement s'étendre sur 30 à 40 mètres. Toutefois, l'installation du client en Argentine comportait des poteaux structurels et des murs existants qui rendaient impossible une ligne droite. Ils avaient besoin d'un haut rendement dans une empreinte réduite.
C. Le paradoxe de la sécurité (GPL dans les produits anti-incendie)
Bien que le produit soit un agent extincteur, le propulseur nécessaire à ce format spécifique d'aérosol est GPL (gaz de pétrole liquéfié) . Cela a créé un défi technique majeur : manipuler un gaz hautement inflammable à grande vitesse dans une usine qui doit rester à 100 % antidéflagrante.
2. La solution : Une ligne clé en main sur mesure en forme de U
Pour résoudre le problème d'espace, l'équipe d'ingénierie d'Aile a abandonné la configuration traditionnelle en ligne droite. À la place, nous avons utilisé Auto-CAD pour concevoir un système De convoyeur en forme de U .
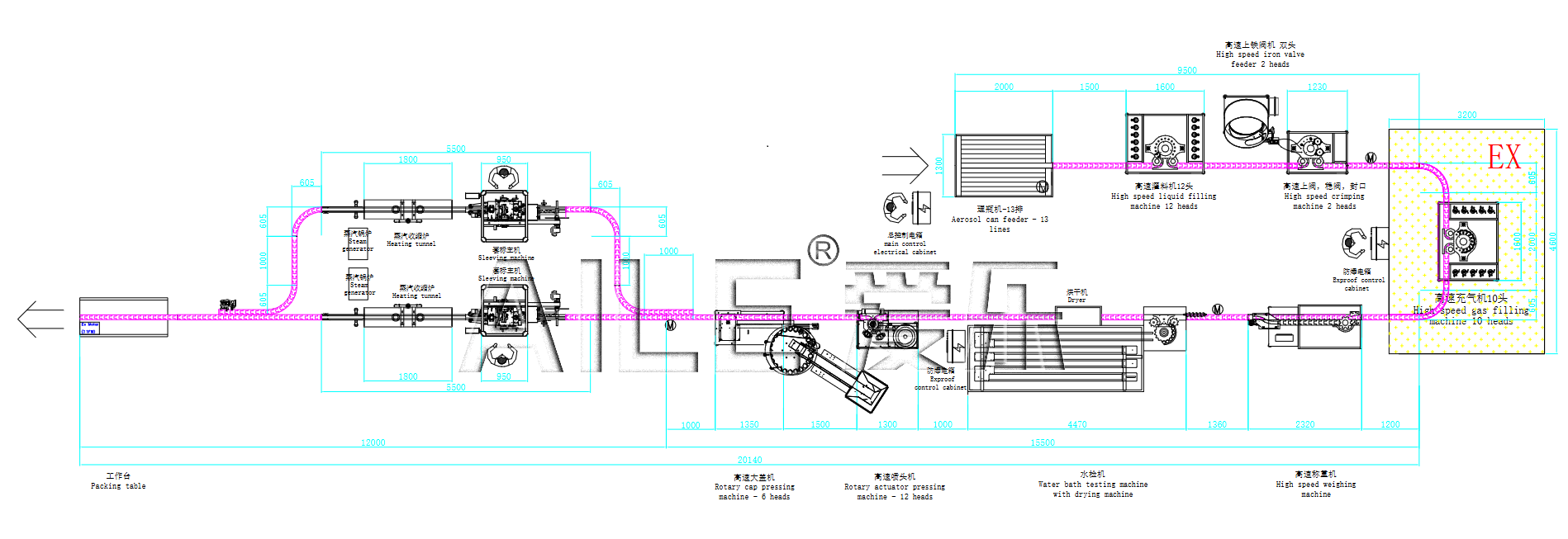
- Zone A (Préparation) : Alimentation et nettoyage des bidons.
- Zone B (Remplissage liquide et robinetterie) : La section rotative à grande vitesse.
- Zone C (La zone dangereuse) : Une salle spécialisée et isolée de type Ex-proof pour le remplissage de GPL.
- Zone D (Finition) : Essai en bain d'eau, séchage, étiquetage et emballage.
Note de l'ingénieur : « La forme en U ne vise pas seulement à économiser de l'espace ; elle optimise le flux de travail de l'opérateur. En incurvant la ligne, un seul opérateur peut surveiller visuellement à la fois la station d'alimentation et la station d'emballage, réduisant ainsi considérablement les déplacements. »
3. Analyse approfondie : Décomposition des machines principales
Pour atteindre un rythme stable de 200 CPM, chaque machine de la ligne doit être parfaitement synchronisée. Un goulot d'étranglement dans une unité ralentit l'ensemble du système. Voici l'analyse technique du « cœur et de l'âme » de la ligne.
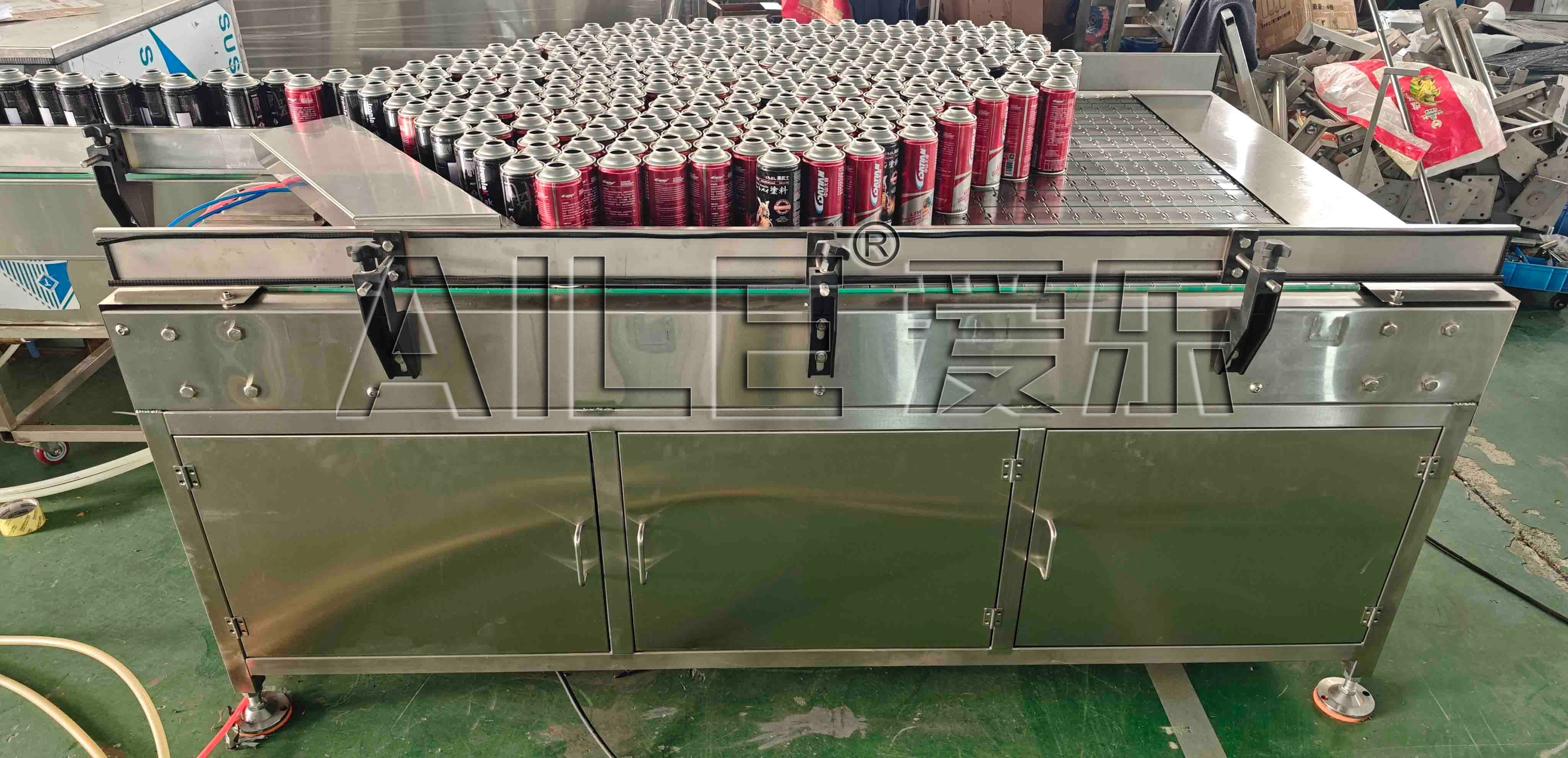
Étape 1 : Désenchevêtreur de bouteilles à grande vitesse
La base de la rapidité. À 200 CPM, l'alimentation manuelle est impossible. Nous avons intégré un Désenchevêtreur antidéflagrant à haute vitesse .
- Capacité : Conçu pour 200-250 CPM.
- Mécanisme : Il utilise un plateau élévateur centrifuge pour trier les canettes en vrac et les déposer délicatement sur le convoyeur.
- Innovation : Nous avons ajouté un revêtement polymère au disque de tri afin d'éviter de rayer les canettes en aluminium pré-imprimées, un problème courant avec les anciens désenchevêtres métal contre métal.
Étape 2 : Le cœur du système — Machine de remplissage liquide rotative à 12 têtes

Précision à haute vitesse. C'est la machine la plus critique de la ligne. Pour remplir un liquide extincteur (qui peut être mousseux ou visqueux) à grande vitesse, nous avons déployé notre Remplisseuse liquide rotative à 12 têtes haute vitesse .
- Système de tourelle rotative : Contrairement aux remplisseuses linéaires qui fonctionnent par arrêts et démarrages, cette machine remplit en rotation. Douze buses de remplissage distinctes suivent les boîtes en mouvement, maximisant ainsi la fenêtre de temps de remplissage pour garantir une grande précision.
- Précision : erreur de remplissage ±1 %.
- Pas de boîte, pas de remplissage : Un système de capteurs avancé détecte si une boîte est absente d'une alvéole de la roue étoile et empêche instantanément la buse correspondante de distribuer le produit, économisant ainsi des matières premières précieuses.
Étape 3 : Système de sécurité pour GPL et remplisseur rotatif à gaz
Sécurité et performance réunies. Étant donné que le propulseur est GPL , la sécurité est une exigence absolue. Cette machine est installée à l'intérieur d'une structure sur mesure Pièce antidéflagrante .
- Conception en double mode : La ligne est conçue pour manipuler à la fois l'azote (pour les extincteurs standards) et le GPL (pour les aérosols polyvalents), offrant une grande polyvalence pour l'avenir.
- gazéification rotative 10 têtes : Effectue le vide et l'injection de gaz dans un cycle continu.
- Système de compression GPL : Une pompe surpresseuse dédiée garantit une pression stable du propulseur, quel que soit le niveau du réservoir externe.

Étape 4 : Assurance qualité — Testeur par immersion dans l'eau
Politique zéro défaut. Pour les récipients sous pression, les fuites représentent des risques pour la sécurité. Chaque bombe est immergée dans de l'eau chaude afin de détecter d'éventuelles fuites.

Étape 5 : Insertion de buse personnalisée en forme de L
Personnalisation pour formes spéciales. Le client utilise une buse d'irrigation unique de type « L ». Les machines standard se coincent souvent avec des actionneurs irréguliers.
- Prélèvement et placement robotisé : Nous avons conçu un bac vibrant spécifique et un mécanisme permettant d'orienter et d'insérer ces buses difficiles de manière fiable à raison de 200 CPM.
- Marquage à deux têtes : Pour maintenir la cadence, le poste de marquage est assuré par deux opérateurs afin de faciliter le changement rapide des rouleaux d'étiquettes sans arrêter la machine.

4. Efficacité opérationnelle : Le calcul du retour sur investissement
La véritable valeur de cette chaîne réside non seulement dans la machinerie, mais aussi dans la économie opérationnelle .
- Vitesse : Passé de 60 CPM à 200 CPM (croissance de 330 %).
- Personnel : Réduit à seulement 4 opérateurs (Remplissage de canettes, surveillance de la salle à gaz, étiquetage A et B).
- Coût de la main-d'œuvre : diminution de 70 % par unité produite.
Le calcul : En triplant la production tout en réduisant l'effectif, le client devrait récupérer son coût d'investissement (ROI) en moins de 14 mois .
5. Test d'acceptation en usine (FAT) et livraison
Avant l'expédition en Argentine, nous avons fait fonctionner la ligne en continu pendant 4 heures lors du test d'acceptation en usine. Le résultat ? Aucun blocage, un écart de remplissage inférieur à 1,5 g et une manipulation fluide à haute vitesse.
Les retours du client ? « Nous nous attendions à de la rapidité, mais pas à un tel niveau de fluidité dans la manipulation. La machine fonctionne comme une montre suisse. »
6. Pourquoi choisir Aile Automation ?
Ce projet illustre pourquoi Aile est le partenaire privilégié pour les projets complexes d’aérosols :
- Flexibilité technique : Nous adaptons les agencements (comme en forme de U) à votre réalité.
- Sécurité avant tout : Expertise dans les systèmes GPL et antidéflagrants.
- Responsabilité clé en main : Du compresseur jusqu'à la table de conditionnement, nous fournissons tout.
Prêt à améliorer votre production ?
Ne laissez pas votre chaîne de production devenir le goulot d’étranglement de votre croissance.
👉 Contactez l'équipe technique d'Aile dès aujourd'hui pour une consultation gratuite sur l'aménagement de votre usine et la conception de votre ligne haute vitesse.