در اکوسیستم حساس تولید تجهیزات ایمنی آتشنشانی، «ظرفیت» به معنای «بقا» است. هنگامی که تقاضای بازار افزایش مییابد — ناشی از مقررات جدید یا نیازهای فوری ایمنی — تولیدکنندهای که بتواند محصولات قابل اعتماد و با کیفیت بالا را سریعتر ارائه دهد، تنها یک قرارداد را برنده نمیشود؛ بلکه بازار را به دست میگیرد. در مقابل، تأخیرها میتوانند برای شهرت یک برند مرگبار باشند.
برای مشتری جدید ما، که نیروی مسلط در بازار آتشنشانی و اسپریهای ایمنی آرژانتین است، وضعیت به نقطه بحرانی و حساسی رسیده بود. اعتبار برند آنها به سرعت در سراسر آمریکای جنوبی در حال رشد بود، اما خط تولیدشان همچنان در گذشته گیر کرده بود. با تکیه بر دستگاههای خطی قدیمی و فرآیند نیمهاتوماتیک پراکنده، حداکثر تولید آنها به ۶۰ عدد در دقیقه (CPM) محدود میشد. این گلوگاه فاجعهبار بود. آنها در حال از دست دادن درآمد بالقوه بودند و مجبور بودند سفارشهای عمده را رد کنند یا با جریمههای تأخیر در تحویل مواجه شوند. شکاف بین پتانسیل فروش و واقعیت تولیدی آنها هر روز بیشتر میشد.
آنها تنها به یک دستگاه جدید برای پر کردن شکاف نیاز نداشتند؛ بلکه به یک راهحل کامل نیاز داشتند انقلاب تولیدی .
این مطالعه موردی شرح میدهد که چگونه ائیله اتومیشن ما گام برداشتیم تا پاسخ جامعی طراحی کنیم. ما یک خط پرکردن کاملاً خودکار و با سرعت بالا برای اسپریها سیستم عظیم تحویل دادیم که قادر به کار در سرعت پایدار 200 CPM بود. با این حال، سرعت تنها نیمی از جنگ بود. این پروژه دو مانع مهندسی قابل توجه ایجاد کرد:
-
پروتکلهای ایمنی سختگیرانه: محصول مذکور از مواد پراکندهکننده بسیار قابل اشتعال LPG استفاده میکرد. تیم ما سیستمهای درجهیک ضدانفجار، سنسورهای تشخیص گاز و پروتکلهای تهویه اضطراری را ادغام کرد تا اطمینان حاصل شود که سرعت بالا به هیچوجه به قیمت ایمنی عملیاتی تمام نشود.
-
چیدمان دشوار کارخانه: چیدمان موجود کارخانه مشتری سفت و غیراستاندارد بود و امکان استقرار خط خطی معمولی را فراهم نمیکرد. مهندسان Aile یک پیکربندی سفارشی و فشرده طراحی کردند که جریان تولید را به حداکثر رسانده و نیاز به گسترش پرهزینه کارخانه را مرتفع کرد.
با انتقال از فرآیندی که به نیروی کار وابسته بود با ظرفیت ۶۰ عدد در دقیقه به یک سیستم کاملاً خودکار با ظرفیت ۲۰۰ عدد در دقیقه، مشتری ما نه تنها خروجی خود را سه برابر کرده، بلکه هزینه نیروی کار هر واحد را نیز بهطور چشمگیری کاهش داده است. امروزه آنها فقط از تقاضا پیروی نمیکنند؛ بلکه سرعت حرکت بازار آرژانتین را تعیین میکنند.
1. چالش: مهندسی «محدودیت سهگانه»
وقتی مشتری به Aile Automation مراجعه کرد، چیزی را مطرح کرد که ما آن را «محدودیت سهگانه» مینامیم — وضعیتی که در آن سه عامل متضاد پروژه را بسیار دشوار میکنند:
A. الزام سرعت (200 CPM)
مشتری درخواست افزایش از 60 CPM به ۲۰۰ CPM . در دنیای پرکردن اسپریهای فشرده، این مرز بین «استاندارد» و «اِلیت» قرار دارد. در سرعت 200 قوطی در دقیقه، دستگاههای خطی از نظر فیزیکی قادر به همراهی بدون ایجاد پاشش مایع یا واژگونی قوطی نیستند. تنها راهحل، انتقال به فناوری چرخشی (تاورت) است، جایی که قوطیها توسط چرخستارهای کنترل میشوند تا دستیابی به عملکردی روان و با سرعت بالا ممکن شود.
B. محدودیت فضایی (ضرورت شکل U)
سرعت معمولاً نیازمند طول است. یک خط استاندارد با سرعت بالا به راحتی میتواند بین ۳۰ تا ۴۰ متر کشیده شود. با این حال، تأسیسات مشتری در آرژانتین دارای ستونهای ساختاری و دیوارهای موجود بود که امکان ایجاد یک خط مستقیم را غیرممکن میکرد. آنها به خروجی بالایی در فضای محدود نیاز داشتند.
ج. پارادوکس ایمنی (گاز مایع در محصولات آتشنشانی)
در حالی که محصول یک عامل خاموشکننده آتش است، ماده پرتابکننده مورد نیاز برای همین قالب اسپری این اسپری خاص، LPG (گاز مایع پتروشیمی) است. این موضوع چالش مهندسی قابل توجهی ایجاد کرد: مدیریت یک گاز بسیار قابل اشتعال با سرعت بالا درون کارخانهای که باید بهطور ۱۰۰٪ ضد انفجار باشد.
۲. راهحل: یک خط کلید در دست تمامساختاری سفارشیسازیشده به شکل U
برای حل چالش فضایی، تیم مهندسی Aile از چیدمان سنتی خط مستقیم صرفنظر کرد. در عوض، ما از Auto-CAD برای طراحی یک سیستم نقاله به شکل U .
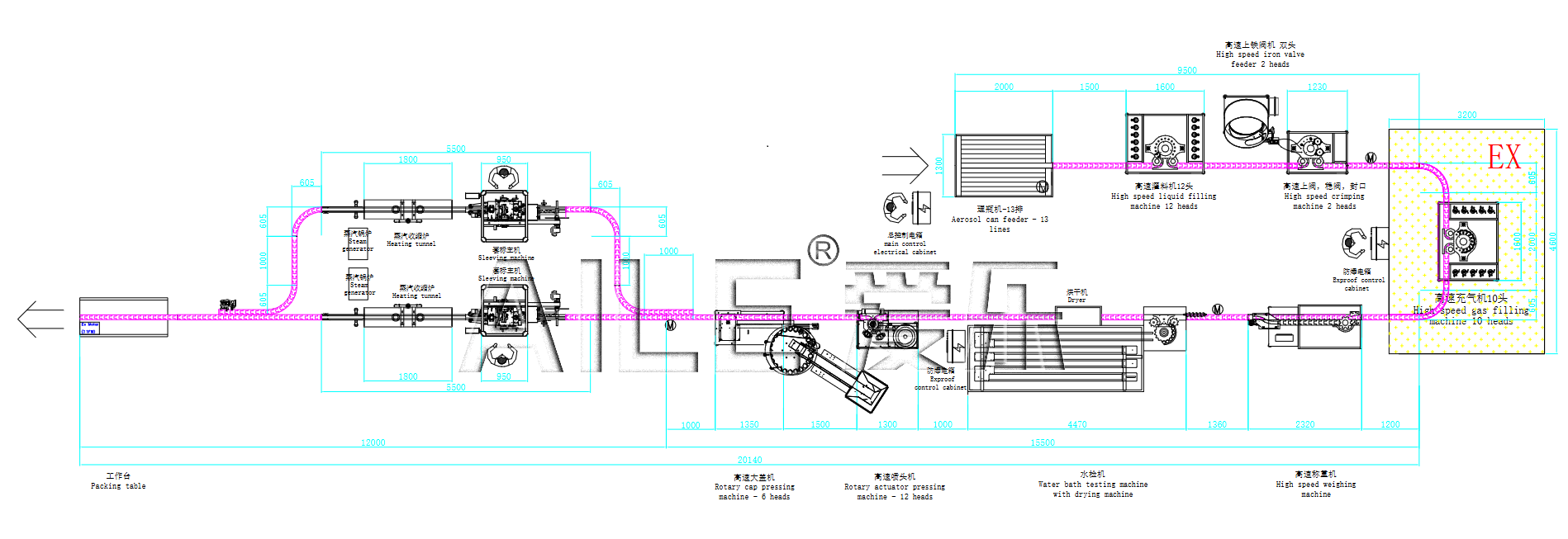
- ناحیه A (آمادهسازی): میتواند تغذیه و تمیز کردن را انجام دهد.
- منطقه B (پرکردن مایع و شیرزنی): بخش چرخشی با سرعت بالا.
- منطقه C (منطقه خطر): اتاق ضد انفجار متخصص و منزوی برای پرکردن گاز مایع (LPG).
- منطقه D (متالهکاری نهایی): آزمون حمام آب، خشککردن، برچسبزنی و بستهبندی.
یادداشت مهندس: «U شکل تنها بهخاطر صرفهجویی در فضا نیست؛ بلکه مربوط به جریان کار عملیاتی است. با خم کردن خط، امکان اینکه یک اپراتور واحد بتواند همزمان ایستگاه تغذیه و ایستگاه بستهبندی را از نظر دیداری نظارت کند فراهم شد و فاصله رفتوآمد بهطور قابلتوجهی کاهش یافت.»
3. بررسی عمیق: تجزیه و تحلیل ماشینآلات اصلی
برای دستیابی به 200 عدد در دقیقه (CPM) پایدار، باید تمام ماشینهای موجود در خط کاملاً همگام باشند. وجود یک نقطه تنگ در یک واحد، کل سیستم را کند میکند. در ادامه تجزیه و تحلیل فنی «قلب و جان» خط آورده شده است.
مرحله 1: دستگاه مرتبکننده سرعت بالای بطری
پایه سرعت. در سرعت 200 CPM، تغذیه دستی غیرممکن است. ما یک دستگاه مرتبکننده انفجارگیر سرعت بالا .
- ظرفیت: با ظرفیت نامی 200 تا 250 CPM
- مکانیزم: این دستگاه از یک صفحه بردارنده مرکزگریز برای مرتبکردن قوطیهای فله و قرار دادن ملایم آنها روی نوار نقاله استفاده میکند.
- نوآوری: ما از یک پوشش پلیمری در دیسک مرتبکننده استفاده کردیم تا از خراشیدگی قوطیهای آلومینیومی با پیشچاپ جلوگیری شود، مشکلی رایج در دستگاههای قدیمیتر فلز به فلز.
مرحله 2: قلب خط — دستگاه پرکن 12 سر چرخان مایعات

دقت در سرعت بالا. این ماشین حساسترین دستگاه روی خط تولید است. برای پر کردن مایع اطفاء حریق (که ممکن است کفدار یا ویسکوز باشد) با سرعت بالا، ما از دستگاه پرکن چرخان مایع 12 سر با سرعت بالا .
- سیستم تورت چرخان: برخلاف دستگاههای پرکن خطی که حرکت آنها متوقف و شروع میشود، این دستگاه در حال چرخش پر میکند. 12 نازل پرکن جداگانه، سینیهای در حال حرکت را دنبال میکنند و زمان پنجره پرکردن را به حداکثر میرسانند تا دقت تضمین شود.
- دقت: خطای پرکردن ±1%.
- عدم وجود سینی = عدم پرکردن: یک سیستم سنسور پیشرفته تشخیص میدهد که آیا سینی ای در جایگاه چرخ ستارهای وجود ندارد و بلافاصله از خروج مایع از آن نازل خاص جلوگیری میکند و مواد اولیه ارزشمند را ذخیره میکند.
مرحله 3: سیستم ایمنی گاز LPG و دستگاه پرکن چرخان گاز
ایمنی همراه با عملکرد. از آنجا که ماده پیشران گاز مایع است، ایمنی غیرقابل مذاکره است. این دستگاه در داخل یک اتاق ضد انفجار ساختهشده به صورت سفارشی قرار دارد اتاق ضد انفجار .
- طراحی دو حالته: این خط برای کار با نیتروژن (برای کپسولهای خاموشکننده استاندارد) و گاز الپیجی (برای افشانههای چندمنظوره) طراحی شده است و انعطافپذیری آینده را فراهم میکند.
- گازدهی دوار ۱۰ سر: عملیات خلاء و تزریق گاز را در یک چرخه بدون وقفه انجام میدهد.
- سیستم کمپرسور الپیجی: یک پمپ تقویتکننده اختصاصی، فشار پایدار ماده پیشران را مستقل از سطح مخزن خارجی تضمین میکند.

مرحله ۴: تضمین کیفیت — دستگاه تست در حمام آب
سیاست صفر نقص. برای مخازن تحت فشار، نشتی به معنای خطرات ایمنی است. هر کپسول بهطور کامل در آب گرم غوطهور میشود تا از عدم وجود نشتی اطمینان حاصل شود.

مرحله ۵: قرار دادن نازل اختصاصی نوع L
سفارشیسازی برای اشکال خاص مشتری از یک نازل پاشش منحصربهفرد «نوع L» استفاده میکند. ماشینهای استاندارد اغلب با عملگرهای نامنظم دچار قفل شدن میشوند.
- انتقال رباتیک به سیستم Pick-and-Place: ما یک کاسه لرزان اختصاصی و مکانیسمی طراحی کردیم تا این نازلهای دشوار را بهصورت قابل اعتماد در سرعت ۲۰۰ عدد در دقیقه جهتدهی و قرار دهیم.
- چسبزنی با دو سر: برای حفظ سرعت، ایستگاه چسبزنی توسط دو اپراتور پوشش داده میشود تا تعویض سریع رولهای چسب بدون توقف ماشین امکانپذیر شود.

۴. کارایی عملیاتی: محاسبه بازگشت سرمایه (ROI)
ارزش واقعی این خط تولید تنها در ماشینآلات نیست؛ بلکه در اقتصاد عملیاتی .
- سرعت: افزایش از ۶۰ CPM به ۲۰۰ CPM (رشد ۳۳۰٪).
- کارکنان: کاهشیافته به تنها ۴ اپراتور (تغذیه قوطی، نظارتکننده اتاق گاز، برچسبزنی A و B).
- هزینه کار: کاهش ۷۰٪ در هر واحد تولیدی.
محاسبات: با سه برابر کردن تولید و در عین حال کاهش نیروی کار، پیشبینی میشود که مشتری هزینه سرمایهگذاری خود (سودآوری) را در کمتر از ۱۴ ماه .
۵. آزمون پذیرش کارخانه (FAT) و تحویل
قبل از ارسال به آرژانتین، ما خط تولید را در حین آزمون پذیرش کارخانه به مدت ۴ ساعت بهصورت مداوم راهاندازی کردیم. نتیجه؟ بدون هیچ گرفتگی، انحراف پرکردن در حد ۱٫۵ گرم و عملکرد روان در سرعت بالا.
بازخورد مشتری؟ "ما سرعت را انتظار داشتیم، اما چنین سطحی از عملکرد روان را انتظار نداشتیم. دستگاه مانند یک ساعت سوئیسی کار میکند."
۶. چرا Aile Automation را انتخاب کنید؟
این پروژه دلایلی را نشان میدهد که چرا Aile شریک ترجیحی برای پروژههای پیچیده اسپری است:
- انعطاف مهندسی: ما چیدمانها (مانند چیدمان U شکل) را با توجه به شرایط شما تطبیق میدهیم.
- ایمنی در اولویت: تخصص در سیستمهای گاز مایع و ضد انفجار.
- مسئولیت کلید در دست: از کمپرسور تا میز بستهبندی، تمام تجهیزات را تأمین میکنیم.
آماده بهروزرسانی تولید خود هستید؟
اجازه ندهید خط تولید شما، نقطه باریک رشد شما باشد.
👉 امروز با تیم مهندسی Aile تماس بگیرید برای مشاوره رایگان در مورد چیدمان کارخانه و طراحی خط تولید پرسرعت خود.