A tűzvédelmi gyártás nagy kockázatú ökoszisztémájában a „kapacitás” szinonimája a „túlélésnek”. Amikor a piaci kereslet hirtelen megnő—legyen az új szabályozások vagy sürgős biztonsági igények hatására—az a gyártó, aki a leggyorsabban képes megbízható, magas minőségű termékeket szállítani, nemcsak a szerződést nyeri el, hanem megszerzi a piacot is. Ugyanakkor a késlekedés végzetes lehet egy márka hírnevére nézve.
A legújabb ügyfelünk, aki domináns szereplő az argentin tűzoltó készülékek és biztonsági aeroszolok piacán, egy kritikus fordulópontra érkezett. A márkahatalmuk gyorsan növekedett egész Dél-Amerikában, de a termelési folyamatuk továbbra is a múltban rekedt. Elavult lineáris gépekre és töredékes félig automatikus folyamatra támaszkodva a termelésük csupán szerény 60 doboz per perc (CPM) volt. Ez a szűk keresztmetszet pusztító hatású volt. Potenciális bevételük naponta elszivárgott, mivel kötelesek voltak nagykereskedelmi megrendeléseket visszautasítani, vagy késedelmes szállítmányokért büntetést fizetni. A forgalmi potenciáljuk és a gyártási valóság közötti szakadék napról napra nőtt.
Nemcsak egy új gépre volt szükségük, hogy betömjenek egy rést; teljes gyártási forradalomra .
Ez az esettanulmány bemutatja, hogyan Aile Automation lépett fel, hogy komplex megoldást dolgozzon ki. Szállítottunk egy Teljesen Automatikus, Nagysebességű Gáztöltéses Filling Sor , egy olyan rendszert, amely képes folyamatosan 200 CPM Azonban a sebesség csak a feladata fele volt. A projekt két jelentős mérnöki akadályt állított elé:
-
Szigorú biztonsági protokollok: A termék nagyon gyúlékony LPG-hajtógázt használt. Csapatunk felső kategóriás robbanásbiztos rendszereket, gázérzékelő szenzorokat és sürgősségi szellőzési protokollokat integrált, hogy biztosítsa: a nagy sebesség soha ne veszélyeztesse az üzemeltetési biztonságot.
-
Kihívást jelentő gyárelrendezés: Az ügyfél jelenlegi létesítménye merev, nem szabványos elrendezésű volt, amely nem tudott befogadni egy szabványos lineáris sort. Az Aile mérnökei egy testreszabott, helytakarékos konfigurációt terveztek, amely maximalizálta az áramlást, anélkül hogy költséges gyárbővítésre lett volna szükség.
Az intenzív munkaerőt igénylő 60 CPM-es folyamatról egy teljesen automatizált, 200 CPM-es teljesítménycsúcsra való áttéréssel az ügyfél nemcsak megháromszorozta a kibocsátást, hanem jelentősen csökkentette az egységre eső munkaerőköltségeket is. Ma már nemcsak hogy kielégítik a keresletet, hanem meghatározzák az argentin piac tempóját.
1. A kihívás: „Háromszoros korlát” mérnöki feladat
Amikor az ügyfél megkereste az Aile Automation-t, olyan helyzettel álltak elő, amit mi a „Háromszoros korlátként” ismerünk – egy olyan helyzet, ahol három egymásnak ellentmondó tényező rendkívül nehézzé teszi a projektet:
A. A sebességi követelmény (200 CPM)
Az ügyfél 60 CPM-ről 200 CPM -ra történő ugrást követelt. Az aeroszol töltés világában ez az elválasztó vonal a „szabványos” és az „elit” között. 200 doboz per perc sebességnél a lineáris gépek fizikailag képtelenek lépést tartani anélkül, hogy folyadék kifröccsenését vagy dobozfelborulást okoznának. Az egyetlen megoldás az átállás Forgó (Torony) Technológiára , ahol a dobozok csillagkerekekkel irányítottak, így biztosítva a sima, nagy sebességű kezelést.
B. Térbeli korlátozottság (a U-alak szükségessége)
A sebesség általában hosszúságot igényel. Egy szabványos nagysebességű gyártósor könnyedén elérheti a 30–40 métert. Az argentinországi ügyfél létesítményében azonban olyan tartóoszlopok és meglévő falak voltak, amelyek miatt egy egyenes vonalú elrendezés lehetetlen volt. Nagy teljesítményre volt szükségük korlátozott helyen.
C. A biztonsági paradoxon (LPG tűzoltó készítményekben)
Bár a termék egy tűzoltó szer, az adott aeroszolos formátumhoz szükséges hajtóanyag LPG (cseppfolyósított földgáz) . Ez komoly mérnöki kihívást jelentett: egy gyárban, amelynek 100%-ban robbanásbiztosnak kell lennie, egy erősen gyúlékony gázt kellett nagy sebességgel kezelni.
2. A megoldás: egy testreszabott U alakú kulcsra zárható sor
A térbeli kihívás megoldása érdekében az Aile mérnöki csapata felhagyott a hagyományos egyenes elrendezéssel. Ehelyett az Auto-CAD segítségével egy kifinomult U alakú szállítórendszer .
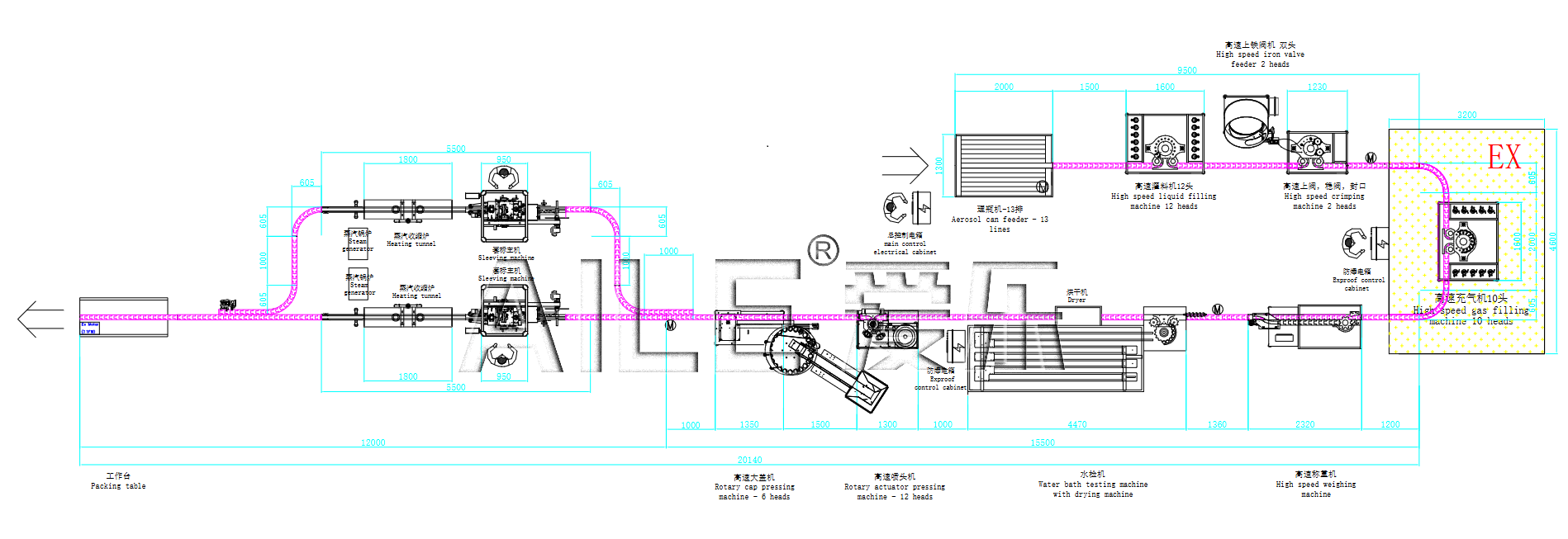
- A zóna (Előkészítés): Ehető adagolás és tisztítás.
- Zóna B (Folyadék töltés és szelepezés): A nagysebességű forgó szakasz.
- Zóna C (A veszélyzóna): Különleges, elkülönített Ex-védett helyiség LPG töltéshez.
- Zóna D (Befejező munkák): Vízfürdő-tesztelés, szárítás, címkézés és csomagolás.
Mérnöki megjegyzés: „A U-alak nemcsak a helymegtakarításról szól; hanem az operátor munkafolyamatáról. A vonal meghajlításával egyetlen operátor is láthatja egyszerre az adagoló állomást és a csomagoló állomást, jelentősen csökkentve a járkálási távolságot.”
3. Részletes elemzés: A fő gépek felbontása
A stabilis 200 CPM eléréséhez az egész vonal minden gépét tökéletesen szinkronizálni kell. Ha egy egységben torlódás keletkezik, az az egész rendszert lelassítja. Itt látható a vonal „szíve és lelke” technikai részletezve.
1. lépés: Nagysebességű üvegrendező
A sebesség alapja. 200 CPM-nél a kézi betáplálás lehetetlen. Ezért integráltunk egy Nagysebességű robbanásbiztos rendezőt .
- Kapacitás: 200–250 CPM névleges teljesítményre méretezve.
- Mechanizmus: Centrifugális emelőlemezt használ az üvegek tömeges rendezésére és óvatosan a szállítószalagra helyezi őket.
- Innováció: Polimer burkolatot helyeztünk el a rendezőkorongon, hogy megakadályozzuk az előre nyomott alumíniumdobozok felkarcolódását, ami gyakori probléma a régebbi, fémből-fémbe működő rendezőknél.
2. lépés: A szív – 12 fejes forgó folyadékfeltöltő gép

Pontosság nagy sebesség mellett. Ez a legkritikusabb gép az egész vonalon. Tűzoltófolyadék (amely habos vagy viszkózus is lehet) nagy sebességű töltéséhez ezt a gépet telepítettük: Nagysebességű 12-fejes forgó folyadéktöltő .
- Forgótárcsás rendszer: Ellentétben a lineáris töltőkkel, amelyek indulnak és megállnak, ez a gép forgás közben tölt. 12 külön töltőfej követi a mozgó dobozokat, maximalizálva így a töltési időtartamot, és biztosítva a pontosságot.
- Pontosság: ±1% töltési hiba.
- Nincs doboz – nincs töltés: Egy fejlett szenzorrendszer érzékeli, ha egy doboz hiányzik a csillagkerékről, és azonnal megakadályozza, hogy az adott töltőfej anyagot juttasson, így értékes alapanyagot takarít meg.
3. lépés: LPG biztonsági rendszer és forgó gáztöltő
Biztonság és teljesítmény találkozása. Mivel az hajtóanyag LPG , a biztonság nem tárgyalható kérdés. Ez a gép egy testre szabott Robsztan Teremben .
- Kétféle Módú Tervezés: A vonalat kifejezetten nitrogén (szokványos oltókészülékekhez) és LPG (több célú aeroszolokhoz) kezelésére tervezték, így jövőbiztos sokoldalúságot nyújt.
- 10-fejes Forgó Gázasítás: Vákuumozást és gázinjektálást végez folyamatos ciklusban.
- LPG Sűrítő Rendszer: Egy dedikált nyomásfokozó szivattyú stabil hajtóanyag-nyomást biztosít a külső tartály szintjétől függetlenül.

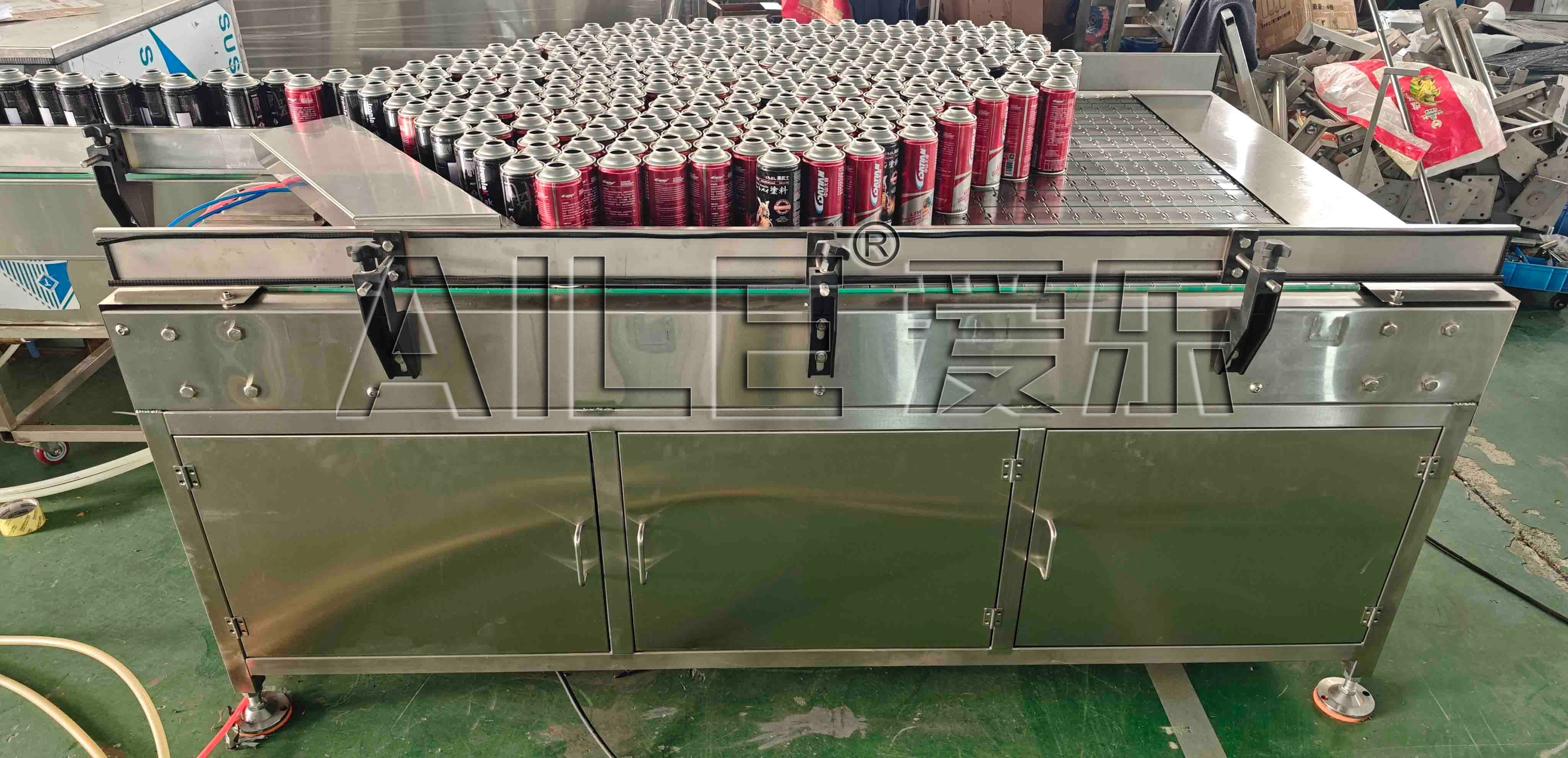
4. lépés: Minőségbiztosítás – Vízfürdő Teszter
Nulla Hiba Politika. Nyomástartó edények esetén a szivárgás biztonsági kockázatot jelent. Az összes doboz meleg vízbe kerül, hogy ellenőrizzék a szivárgásokat.

5. lépés: Egyedi L-alakú fúvóka beszerelése
Különleges formák testreszabása. Az ügyfél egyedi „L-alakú” permetezőfúvókát használ. A szabvány gépek gyakran elakadnak az irreguláris működtetőelemeknél.
- Robotizált pick-and-place (fogd-meg-és-helyezd-el): Egy speciális vibrációs tálca és mechanizmus lett tervezve, amely megbízhatóan orientálja és helyezi be ezeket a nehézkes fúvókákat 200 CPM sebességgel.
- Kéthejes címkézés: A sebesség fenntartása érdekében a címkéző állomást két operátor látja el, lehetővé téve a gyors címkegörgő-cserét a gép leállítása nélkül.

4. Üzemeltetési hatékonyság: Az ROI kiszámítása
Ennek a vonalnak az igazi értéke nem csupán a gépekben rejlik; hanem a operatív gazdaság .
- Sebesség: Növekedett 60 CPM-ről 200 CPM (330% növekedés).
- Személyzet: Csökkentve csupán 4 kezelő (Eldobható cumisüveg töltése, gázkamra figyelő, címkézés A & B).
- Munkaerőköltség: 70%-os csökkenés egységenként gyártva.
A számítás: A termelés háromszorozásával és a létszám csökkentésével az ügyfél várhatóan megtérülést (ROI) ér el kevesebb, mint 14 hónap .
5. Gyári átvételi vizsgálat (FAT) és szállítás
Az Argentínába történő szállítás előtt a vonalat folyamatosan 4 órán keresztül üzemeltettük az FAT során. Az eredmény? Zéró dugulás, töltési eltérés 1,5 g-en belül, sima nagysebességű kezelés.
Az ügyfél visszajelzése? "Sebességet vártunk, de nem vártuk ezt a szintű simaságot. A gép olyan, mint egy svájci óra."
6. Miért válassza az Aile Automationt?
Ez a projekt bemutatja, miért az Aile a preferált partner összetett aeroszolos projektekhez:
- Mérnöki rugalmasság: A kialakításokat (például U-alakot) az Ön valóságához igazítjuk.
- Biztonság Első Helyen: Szakértelem LPG és robbanásbiztos rendszerek terén.
- Kulcsrakész felelősségvállalás: A kompresszortól a csomagolóasztalig mindent szállítunk.
Készen áll a gyártás fejlesztésére?
Ne hagyja, hogy gyártósora növekedésének szűk keresztmetszete legyen.
👉 Lépjen kapcsolatba az Aile Mérnöki Csapattal még ma ingyenes konzultációért gyár elrendezéséről és nagysebességű vonaltervről.