Paloturvallisuuden valmistuksen korkean panostason ekosysteemissä "kapasiteetti" on synonyymi sanoille "selviytyminen". Kun markkinakysyntä kasvaa – olkoon sitten uusien säädösten tai kiireellisten turvallisuustarpeiden vuoksi – se valmistaja, joka pystyy toimittamaan luotettavia ja korkealaatuisia tuotteita nopeimmin, ei ainoastaan voita sopimusta; hän varmistaa asemansa markkinoilla. Toisaalta viivästyksillä voi olla kohtalokkaat seuraukset brändin maineelle.
Viimeisimmän asiakkaamme, joka on vahva toimija Argentiinan palosammutin- ja turvakaasusuihketuotteiden markkinoilla, tilanne oli saavuttanut kriittisen kääntökipupisteen. Heidän brändivaltansa kasvoi nopeasti eteläisessä Amerikassa, mutta tuotantolinjalla he olivat yhä jumiutuneet menneisyyteen. Vanhoihin lineaarikoneisiin ja hajanaisesti puoliautomaattiseen prosessiin nojautuminen rajoitti tuotannon enimmillään vain 60 purkkia minuutissa (CPM). Tämä pullonkaula oli tuhoisa. He menettivät tehokkaasti mahdollisia tuloja, eivätkä voineet muuta kuin torjua suuria tilauksia tai kohtaa myöhästyneiden toimitusten aiheuttamia sakkoja. Myynnin potentiaalin ja valmistuksen todellisuuden välinen kuilu syveni joka päivä.
He eivät tarvinneet pelkkää uutta konetta aukon täyttämiseen; he tarvitsivat kokonaisvaltaista valmistusvallankumousta .
Tämä käytännön esimerkki kuvaa, miten Aile Automation askeleen esittämiseen. Toimitimme Täysautomaattisen suurien nopeuksien sohvatuslinjan , järjestelmän, joka kykeni pysyvästi toimimaan nopeudella 200 CPM. Kuitenkin nopeus oli vain puoli taistelua. Hanke toi mukanaan kaksi merkittävää teknistä haastetta:
-
Tiukat turvallisuusprotokollat: Tuote sisälsi erittäin syttyviä LPG-ajoneuvoaineita. Tiimimme integroi huippuluokan räjähdyssuojatut järjestelmät, kaasunanturit ja hätäilmanvaihtoprotokollat varmistaakseen, että suuri nopeus ei vaaranna toiminnallista turvallisuutta.
-
Haastava tehdasrakenne: Asiakkaan nykyinen tila oli jäykkä ja ei-vakiomuotoinen, eikä se pystynyt ottamaan vastaan vakioitua lineaarista linjaa. Ailen insinöörit suunnittelivat räätälöidyn, tilatehokkaan konfiguraation, joka maksimoi virtauksen ilman kalliita tehdaslaajennuksia.
Siirtymällä työvoimavaltaisesta 60 CPM prosessista täysin automatisoituun 200 CPM voimalaitokseen asiakas on kolminkertaistanut tuotannon ja merkittävästi vähentänyt yksikkökohtaista työvoimakustannusta. Tänä päivänä he eivät ainoastaan selviydy kysynnästä, vaan määrittävät Argentiinan markkinoiden tahtia.
1. Haaste: "Kolminkertainen rajoite" -insinööritiede
Kun asiakas lähestyi Aile Automationia, he esittivät meille sen, mitä kutsumme "Kolminkertaiseksi rajoitteeksi"—tilanteeksi, jossa kolme ristiriitaista tekijää tekee hankkesta erityisen vaikean:
A. Nopeusvaatimus (200 CPM)
Asiakas vaati hyppäyksen 60 CPM:stä 200 CPM . Aerosolin täyttämisessä tämä on jakolinja "tavallisen" ja "huippuluokan" välillä. 200 purkkia minuutissa lineaarikoneet eivät fyysisesti pysty pysymään mukana ilman nesteen splattimista tai purkkien kaatumista. Ainoa ratkaisu on siirtyä Pyörivään (Torni) teknologiaan , jossa purkit ohjataan tähtipyörillä sileän, nopean käsittelyn mahdollistamiseksi.
B. Tilallinen rajoitus (U-muodon välttämättömyys)
Nopeus vaatii yleensä pituutta. Standardi nopea tuotantolinja voi helposti ulottua 30–40 metriin. Asiakkaan tilat Argentiinassa kuitenkin sisälsivät rakenteellisia pilareita ja olemassa olevia seiniä, jotka tekivät suorasta linjasta mahdottoman. He tarvitsivat suuren tuotannon tiukassa tilassa.
C. Turvallisuusparadoksi (LPG tulensammutustuotteissa)
Vaikka tuote on tulensammuttaja, tämän tietyn aerosolimuodon toimittamiseen vaadittava ajokaasu on LPG (nesteistetty maakaasu) . Tämä loi merkittävän teknisen haasteen: helposti syttyvän kaasun käsittely korkealla nopeudella tehtaassa, jonka on säilyttävä 100 % räjähdyssuojattuna.
2. Ratkaisu: Räätälöity U-muotoinen kokonaisvaltainen linja
Tilahaasteen ratkaisemiseksi Ailen insinööritiimi hylkäsi perinteisen suoraviivaisen asettelun. Sen sijaan käytimme Auto-CADia suunnitellessamme kehittynyttä U-muotoista kuljetinjärjestelmää .
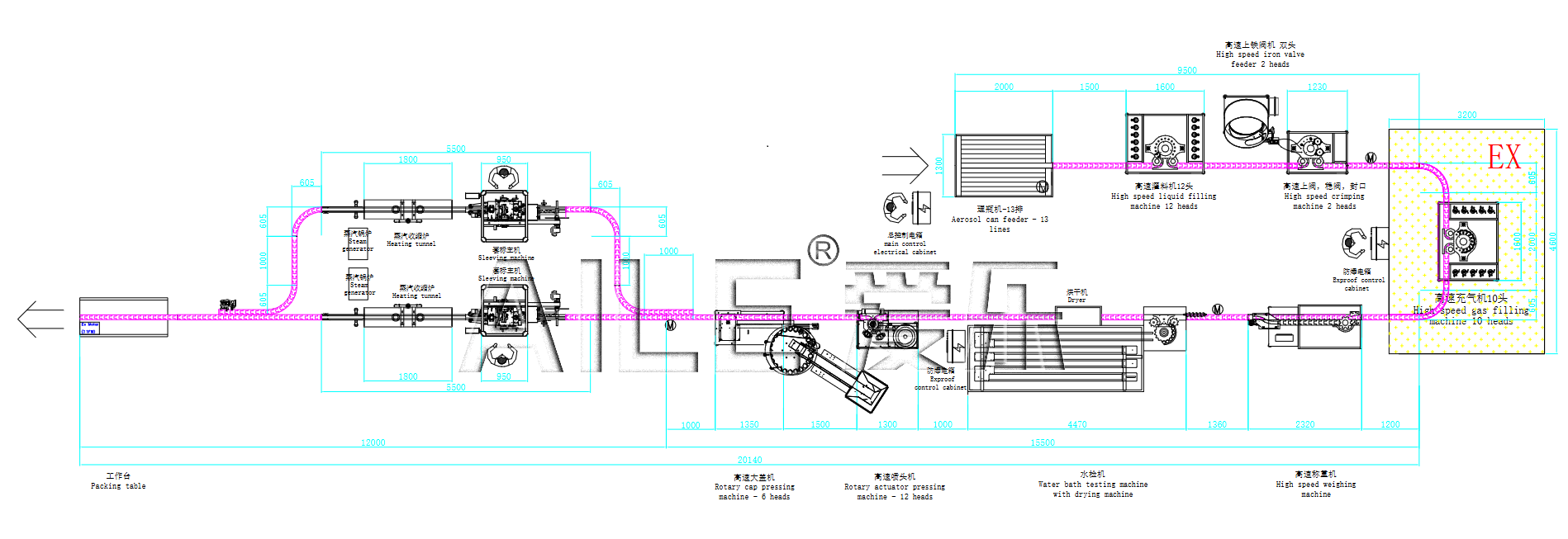
- Alue A (Valmistelu): Pullojen syöttö ja puhdistus.
- Vyöhyke B (Nesteytys ja venttiilointi): Korkean nopeuden pyörivä osio.
- Vyöhyke C (Vaaravyöhyke): Erityinen, eristetty Ex-suoja huone LPG:n täyttöön.
- Vyöhyke D (Viimeistely): Vesikylvyn testaus, kuivaus, merkintä ja pakkaukset.
Insinöörin huomautus: u-muoto ei ole pelkästään tilansäästöä; se koskee käyttäjän työnkulkua. Taivuttamalla linjaa mahdollistimme yksittäiselle käyttäjälle sekä syöttöaseman että pakkausaseman visuaalisen valvonnan, mikä vähensi kävelymatkaa merkittävästi.
3. Tarkempi tarkastelu: Ydinlaitteiston rakenne
Stabilin nopeuden saavuttamiseksi 200 CPM, jokaisen linjan koneen on oltava täydellisesti synkronoitu. Pullonkaula yhdessä yksikössä hidastaa koko järjestelmää. Alla on linjan "sydämen ja sielun" tekninen rakenne.
Vaihe 1: Nopea pullon järjestelmä
Nopeuden perusta. 200 CPM:n nopeudella manuaalinen syöttö on mahdotonta. Integroimme Nopean räjähdyssuojatun järjestelmän .
- Tilavuus: Arvioitu 200–250 CPM:lle.
- Mekanismi: Se käyttää keskipakovoimaisesti nousevaa levyä ryhmitelläkseen massatuotteina tulevat purkit ja asettaakseen ne huoletta kuljettimelle.
- Uudistus: Lisäsimme lajittelukiekolle polymeeripinnoitteen estämään naarmuja esiruiskutettuihin alumiinipurkkeihin, mikä on yleinen ongelma vanhemmissa metalli-metalli-järjestelmissä.
Vaihe 2: Sydän — 12-päinen pyörivä nestetäyttökone

Tarkkuus suurella nopeudella. Tämä on linjan kriittisin kone. Palonsammutusnesteen (joka voi olla vaahtoista tai viskosia) täyttämiseksi suurilla nopeuksilla otimme käyttöön Suurinopeuksinen 12-päinen roottoritäytin .
- Roottorisilmäjärjestelmä: Toisin kuin lineaaritäytinten pysähtyvä ja käynnistyvä toiminta, tämä kone täyttää pyöriessään. 12 erillistä täyttösuutinta seuraa liikkuvia tölkkejä, mikä maksimoi täyttöaikavälin ja takaa tarkkuuden.
- Tarkkuus: ±1 % täyttötarkkuusvirhe.
- Ei tölkkiä – ei täyttöä: Edistynyt anturijärjestelmä havaitsee, jos tölkinpidike on tyhjä, ja estää välittömästi kyseisen suuttimen täyttämästä, säästääkseen arvokasta raaka-ainetta.
Vaihe 3: LPG-turvajärjestelmä ja roottorigasitäytin
Turvallisuus kokoontuu suorituskykyyn. Koska ajaineena käytetään LPG:n käyttö :a turvallisuus on ehdoton. Tämä kone sijoitetaan räätälöityyn Räjähdyssuojattu tila .
- Kaksitilainen suunnittelu: Linja on suunniteltu käsittelemään sekä typpeä (tavallisiin sammuttimiin) että LPG:tä (monikäyttöiseen aerosoliin), mikä tarjoaa joustavuutta tulevaisuudessa.
- 10-päinen roottoritäyteistys: Suorittaa tyhjiöinnin ja kaasun ruiskutuksen saumattomassa syklissä.
- LPG-kompessorijärjestelmä: Erillinen paineenostin varmistaa vakaa ajokaasupaine riippumatta ulkoisen säiliön täyttötasosta.

Vaihe 4: Laadunvarmistus — Vesikylvys-testeri
Nollavirhepolitiikka. Painesäiliöille vuodot ovat turvallisuusriski. Jokainen yksittäinen tölkki upotetaan lämpimään veteen vuotojen tarkistamiseksi.

Vaihe 5: Mukautetun L-tyyppisen suuttimen asennus
Mukauttaminen erikoismuodoille. Asiakas käyttää ainutlaatuista "L-tyyppistä" suihkutussuutinta. Vakiokoneet jäävät usein lukkoon epäsäännöllisten toimilaitteiden kanssa.
- Robottiohjattu nappaaminen ja asettaminen: Suunnittelimme erityisen värähtelymaljan ja mekanismin, joka suuntaa ja asettaa nämä hankalat suuttimet luotettavasti 200 CPM:n nopeudella.
- Kaksipäinen merkintä: Nopeuden ylläpitämiseksi merkintäasemalla on kaksi operaattoria, jotka mahdollistavat nopeat etikettirullien vaihdot pysäyttämättä konetta.

4. Käyttötehokkuus: Tuoton laskenta (ROI)
Tämän linjan todellinen arvo ei piile pelkästään koneistuksessa; se löytyy käyttötaloudelliset seikat .
- Nopeus: Nousee 60 CPM:stä 200 CPM (330 %:n kasvu).
- Henkilökunta: Vähennetty vain 4 käyttäjää (Kaasun syöttö, kaasutilan valvonta, merkinnät A ja B).
- Työvoimakustannukset: 70 %:n vähennys kohdennettua tuotettua yksikköä kohden.
Laskenta: Kolminkertaistamalla tuotanto samalla kun työvoima vähennetään, asiakkaan arvioidaan saavan sijoituksensa kustannukset katetuiksi (ROI) alle 14 kuukaudessa .
5. Tehdastarkastus (FAT) ja toimitus
Ennen lähetystä Argentiinaan ajoimme linjaa jatkuvasti 4 tuntia FAT-testin aikana. Tulos? Nollaa lukkiutumisia, täyttöpoikkeama alle 1,5 g ja kitkaton käsittely korkealla nopeudella.
Asiakkaan palautteessa? "Odotimme nopeutta, mutta emme tätä tasoisesti kitkatonta toimintaa. Laite toimii kuin sveitsiläiskello."
6. Miksi valita Aile Automation?
Tämä projekti osoittaa, miksi Aile on suosittu kumppani monimutkaisiin aerosoliprojekteihin:
- Tekninen joustavuus: Sovitamme asettelut (kuten U-mallin) vastaamaan todellisuuttasi.
- Turvallisuus ennen kaikkea: Asiantuntemus LPG:ssä ja räjähdysvaarallisissa järjestelmissä.
- Vastuu koko toimituksesta: Puristimesta pöytäpakkaukseen asti toimittamme kaiken.
Valmis päivittämään tuotantosi?
Älä anna tuotantolinjasi olla kasvusi pullonkaula.
👉 Ota yhteyttä Ailen tekniseen tiimiin tänään saadaksesi ilmainen konsultointi tehtaan asettelusta ja korkean nopeuden linjasta.