Მაღალი რისკების მქონე ეკოსისტემაში, როგორიცაა მაინცხომების უსაფრთხოების წარმოება, „სიმძლავრე“ სინონიმია „გადარჩენას“. როდესაც ბაზარზე მოთხოვნა იზრდება — ახალი რეგულაციების ან წამყვანი უსაფრთხოების საჭიროებების გამო — წარმომქმნელი, რომელიც უფრო სწრაფად აწვდის საიმედო, მაღალი ხარისხის პროდუქტებს, არა მხოლოდ ხელშეკრულებას იმარჯვებს; არამედ ბაზარს ირგებს. პირიქით, დაგვიანებები შეიძლება მწვავედ იმოქმედოს ბრენდის რეპუტაციაზე.
Ჩვენი უახლესი კლიენტისთვის, რომელიც არგენტინის ცეცხლის ჩამქრობებისა და უსაფრთხოების აეროზოლების ბაზარზე დომინირებს, მდგომარეობა კრიტიკულ ზღვარს უახლოვდებოდა. მათი ბრენდის ავტორიტეტი სწრაფად იზრდებოდა მთელ სამხრეთ ამერიკაში, მაგრამ მათი წარმოების სივრცე კვლავ დარჩა წარსულში. იმყოფებოდნენ ძველ ხაზოვან მანქანებზე და დანახლეულ ნახევრად ავტომატურ პროცესზე, რის შედეგადაც მათი წარმოება მაქსიმუმ 60 ბანკა წუთში (CPM) აღწევდა. ეს შეზღუდვა კატასტროფას წარმოადგენდა. ისინი ფაქტობრივად კარგავდნენ შემოსავლის პოტენციალს, იძულებულნი იყვნენ უარი თქვათ დიდი რაოდენობის ორდერებზე ან დაეხადათ ჯარიმები გადადებული მიტანის გამო. მათი გაყიდვების პოტენციალსა და წარმოების რეალობას შორის ხვრინება ყოველდღიურად იზრდებოდა.
Ისინი უბრალოდ ახალი მანქანის გამოყენება არ სჭირდათ, რათა რაღაც დაშვება დამალონ; მათ სრული წარმოების რევოლუცია .
Ეს შემთხვევის შესწავლა ასახავს იმას, თუ როგორ Aile Automation ჩავერივნენ და შევქმენით მთლიანი პასუხი. ჩვენ მივაწოდეთ Სრულიად ავტომატური მაღალი სიჩქარის აეროზოლის სავსები ხაზი , სისტემის მონსტრი, რომელიც უწყვეტად ასრულებს 200 CPM-ს. Თუმცა, სიჩქარე მხოლოდ სამაგრის ნახევარი იყო. პროექტს წინ უდგა ორი მნიშვნელოვანი ინჟინერიული რთული ამოცანა:
-
Მკაცრი უსაფრთხოების პროტოკოლები: Პროდუქი შეიცავდა მაღალი საწვავის სახით გამოყენებად LPG გამატევებელ აგენტებს. ჩვენი გუნდი ინტეგრირებული აქვს უმაღლესი კლასის აფეთქების საწინააღმდეგო სისტემები, აირის გამოვლენის სენსორები და ავარიული განაჟღვეტის პროტოკოლები, რათა დარწმუნდეს, რომ მაღალი სიჩქარე არ შეეწიროს ოპერაციულ უსაფრთხოებას.
-
Რთული საწარმოს დიზაინი: Კლიენტის არსებულ საწარმოს დიზაინი მკაცრი, სტანდარტული არაყოფილი სტრუქტურით იყო შექმნილი, რომელიც ვერ ფარავდა სტანდარტულ წრფივ ხაზს. Aile-ის ინჟინრებმა შექმნეს საკუთარი, სივრცით ეფექტური კონფიგურაცია, რომელმაც მაქსიმალურად გააუმჯობესა ნაკადი და არ მოითხოვა ძვირადღირებული საწარმოს გაფართოება.
Გადასვლით 60 CPM-იანი შრომატევადი პროცესიდან სრულად ავტომატიზებულ 200 CPM-იან ძალის ცენტრში, ჩვენმა კლიენტმა არა მხოლოდ გაtripleda მისი წარმოება, არამედ მნიშვნელოვნად შეამსუბუქა ერთეულის შრომის ღირებულება. დღეს ისინი მხოლოდ მოთხოვნის გადარჩენაზე არ არიან, არამედ ისინი იკისრებენ არგენტინის ბაზრის ტემპს.
1. გამოწვევა: „სამმაგი შეზღუდვის“ ინჟინერია
Როდესაც კლიენტმა მიმართა Aile Automation-ს, ის წარმოგვიდგინა ის, რასაც ჩვენ ვუწოდებთ „სამმაგი შეზღუდვა“ — სცენარი, სადაც სამი ურთიერთგამომრიცხავი ფაქტორი პროექტს განსაკუთრებით რთულს ხდის:
A. სიჩქარის მოთხოვნა (200 CPM)
Კლიენტმა მოითხოვა 60 CPM-დან გადახტომა 200 CPM . აეროზოლის შევსების სფეროში, ეს არის გამყოფი ხაზი „სტანდარტულ“ და „ელიტარულ“ შორის. 200 ბანკის წუთში, წრფივი მანქანები ფიზიკურად ვერ უძლებენ სიჩქარეს თხევადის გადმოსხმის გარეშე ან ბანკების გადავარდნის გარეშე. ერთადერთი ამონახსნი არის გადასვლა Როტაციულ (ჭურჭლის) ტექნოლოგიაზე , სადაც ბანკები კონტროლდებიან ვარსკვლავისებური ბორბლების მეშვეობით, რათა უზრუნველყოთ გლუვი, მაღალი სიჩქარის მართვა.
B. სივრცის შეზღუდვა (U-ფორმის საჭიროება)
Სიჩქარე ჩვეულებრივ სიგრძეს მოითხოვს. სტანდარტული მაღალი სიჩქარის ხაზი 30-დან 40 მეტრამდე შეიძლება გაიწელოს. თუმცა, კლიენტის საწარმო არგენტინაში სტრუქტურული სვეტებით და არსებული კედლებით იყო დაცვეული, რაც პირდაპირი ხაზის განხორციელებას შეუძლებელი ხდიდა. მათ ჭარბი გამომუშავება საჭირო ჰქონდათ შეზღუდულ სივრცეში.
C. უსაფრთხოების პარადოქსი (LPG ცეცხლის ჩაქრობის პროდუქტებში)
Მიუხედავად იმისა, რომ პროდუქი ცეცხლის ჩამქროლია, ამ კონკრეტული აეროზოლის ფორმატისთვის საჭირო წნეხიანი აირია LPG (შეცხიმებული პეტროლური აირი) . ეს მნიშვნელოვან ინჟინერიულ გამოწვევას ქმნიდა: საწარმოში სადაც უნდა დარჩეს 100%-იანად ანთების უსაფრთხო, სად უნდა მოეხედათ მაღალი სიჩქარით მაღალად ალებად აირს.
2. ამოხსნა: მორგებული U-სებრი გასაღებიანი ხაზი
Სივრცითი გამოწვევის ამოსახსნელად, Aile-ის ინჟინერთა გუნდმა ტრადიციული პირდაპირი ხაზის განლაგება მიატოვა. ამის ნაცვლად, ჩვენ Auto-CAD-ის გამოყენებით შევმუშავეთ სრულფასოვანი U-სებრი სატრანსპორტო სისტემა .
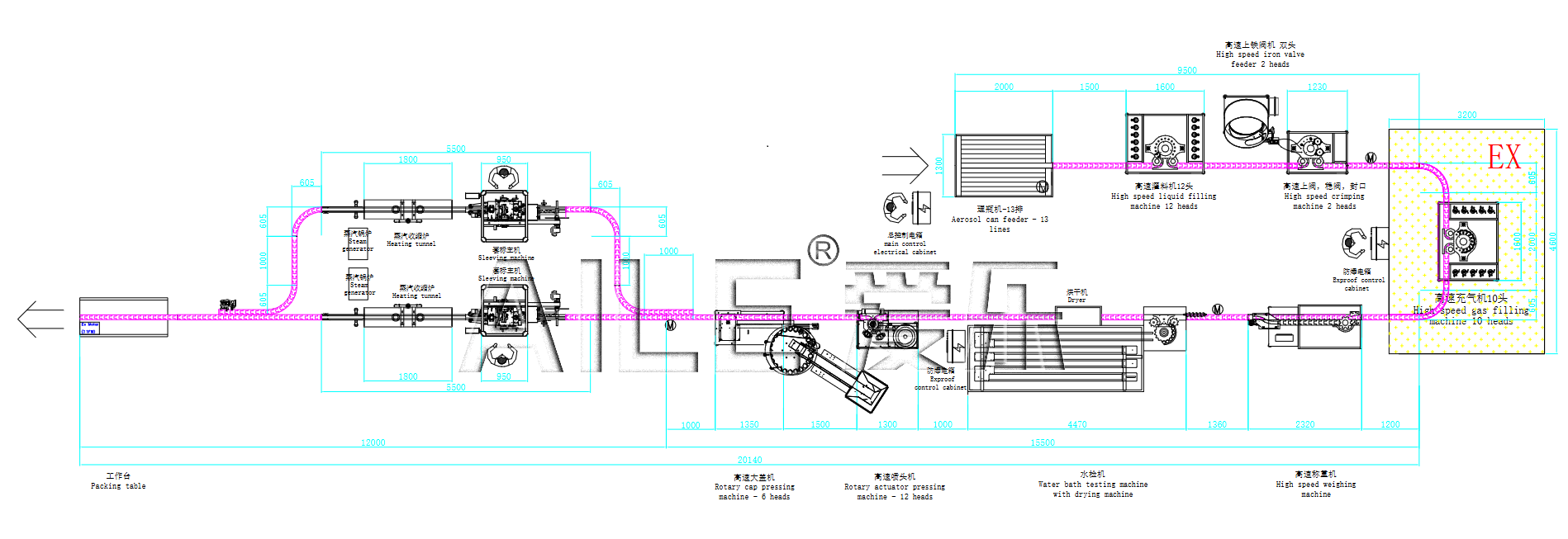
- Ზონა A (მომზადება): Შესაძლებელია კვება და გაწმენდა.
- Ზონა B (სითხის სავსები და კლაპანები): Მაღალი სიჩქარის როტაციული სექცია.
- Ზონა C (სახიფათო ზონა): Სპეციალიზებული, იზოლირებული Ex-proof ოთახი სამუხრუჭო გაზის სავსებად.
- Ზონა D (დასრულება): Წყლის ვანაში ტესტირება, გამშრალი, შედარება და დაფასოვა.
Ინჟინრის შენიშვნა: „U-ნაირი ფორმა არ არის მხოლოდ სივრცის დაზოგვის შესახებ; ეს არის ოპერატორის სამუშაო პროცესის შესახებ. ხაზის დახრით ჩვენ შევძელით, რომ ერთი და იგივე ოპერატორი ვიზუალურად მოეთვალიერა როგორც კვების, ასევე დაფასოვის სადგური, რამაც მნიშვნელოვნად შეამცირა სიარულის მანძილი.“
3. ღრმა ანალიზი: ძირეული მანქანების დაშლა
200 CPM-ის მისაღებად, ხაზში განთავსებული ყველა მანქანა უნდა იყოს სრულიად სინქრონიზებული. ერთი ბლოკის შეფერხება მთელი სისტემის დამჩივნებას გამოიწვევს. აქ მოცემულია ხაზის „სულისა და გულის“ ტექნიკური ანალიზი.
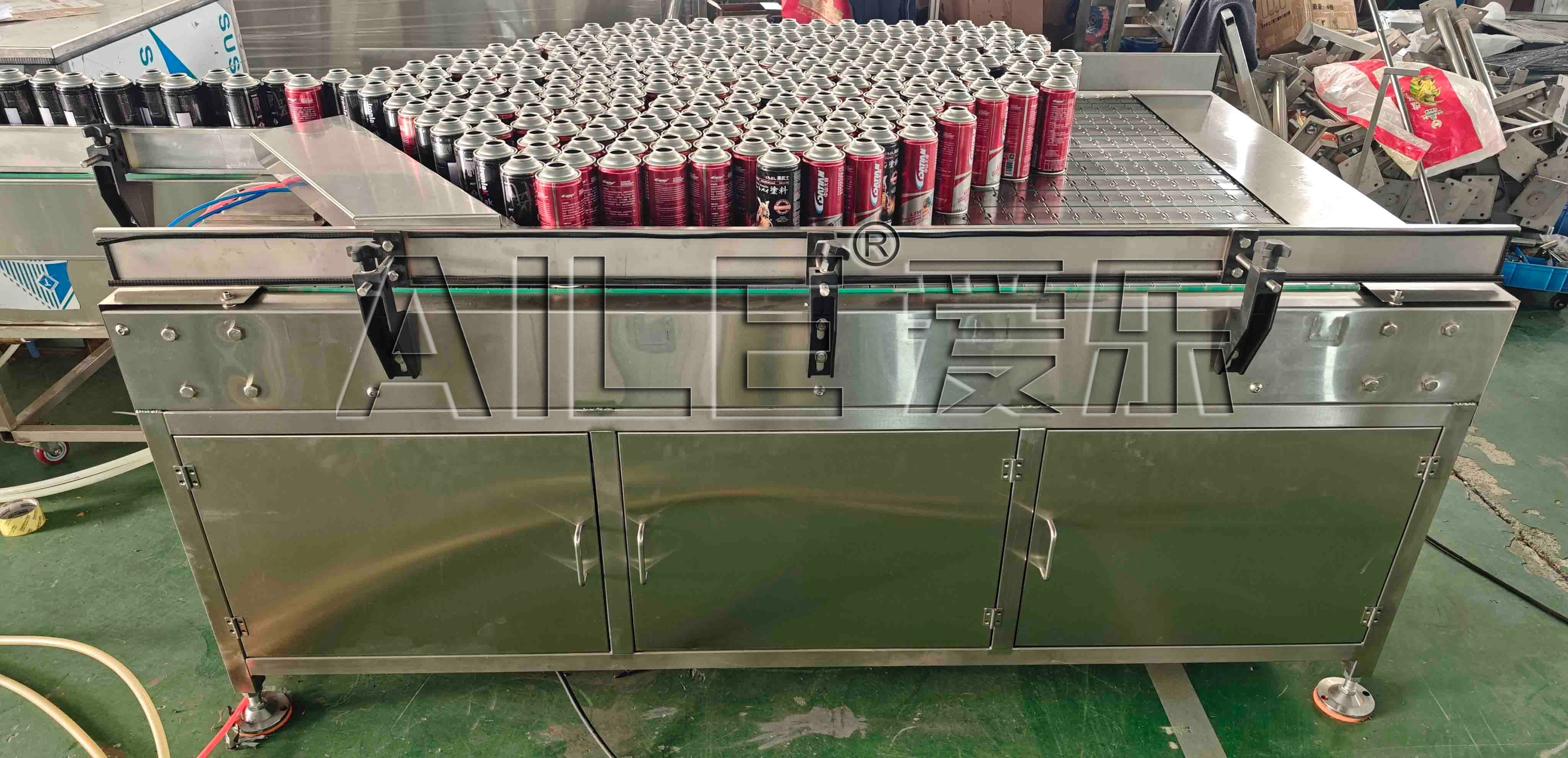
Ნაბიჯი 1: სიჩქარის ბოთლების დამწესებელი
Სიჩქარის საფუძველი. 200 CPM-ზე ხელით მიწოდება შეუძლებელია. ჩვენ გამოვიყენეთ Სიჩქარის აფეთქებისგან დამცავი დამწესებელი .
- Მოცულობა: Დაშვებულია 200-250 CPM-ზე.
- Მექანიზმი: Ის ცენტრიდან შორის ამაღლებულ ფილას იყენებს თხევადი ქილების დასალაგებლად და ნელა ადევნებს მათ კონვეიერზე.
- Ინოვაცია: Ჩვენ დავამატეთ პოლიმერული შეფუთვა დალაგების დისკზე, რათა თავიდან ავიცილოთ წინასწარ დაბეჭდილი ალუმინის ქილების შეხავა, რაც ხშირად ხდება ძველ მეტალ-მეტალ დამწესებლებთან.
Ნაბიჯი 2: გული — 12 თავიანი როტაციული თხევადი სავსე მანქანა

Ზუსტი მუშაობა მაღალ სიჩქარეზე. Ეს არის ხაზზე ყველაზე მნიშვნელოვანი მანქანა. საცხე დამხმარე სითხის (რომელიც შეიძლება იყოს ბუშტიანი ან სიბლანტე) სწრაფად შესავსებად ჩვენ გამოვიყენეთ Მაღალი სიჩქარის 12-კანალიანი როტაციული სითხის შევსები .
- Როტაციული ჭურჭლის სისტემა: Წრფივი შევსებისგან განსხვავებით, რომელიც იმუშავებს გაჩერებით, ეს მანქანა შევსებას ახდენს ბრუნვის დროს. 12 ცალკე შევსების თავი ათარებს მოძრავ თასებს, რაც შევსების დროს ამაქსიმალებს და ზუსტად უზრუნველყოფს.
- Ზუსტება: ±1% შევსების შეცდომა.
- Თასის გარეშე შევსება არ ხდება: Სპეციალური სენსორული სისტემა ამოიცნობს, თუ არ არის თასი ვარსკვლავისებრ ჯიგურში და მყისვე ანეიტრალებს კონკრეტული თავის სითხის გამოყოფას, რაც ზოგავს ფასდამატებულ ნედლეულს.
Ნაბიჯი 3: LPG უსაფრთხოების სისტემა და როტაციული აირის შევსები
Უსაფრთხოება შეხვდა წარმატებას. Რადგან წამყვანი აირი LPG , უსაფრთხოება არის გადაუდებელი. ეს მანქანა მდებარეობს სპეციალურად აშენებულ შიგნით Ანგარიშგებისგან დამცველი ოთახი .
- Ორმაგი რეჟიმის დიზაინი: Ხაზი შექმნილია აზოტის (სტანდარტული გამაქროლებისთვის) და LPG-ის (მრავალმიზნოვანი აეროზოლებისთვის) დასამუშავებლად, რაც უზრუნველყოფს მომავალში მრავალფეროვნებას.
- 10-ადგილიანი როტაციული გაზის შეყვანა: Ასრულებს ვაკუუმს და გაზის შეყვანას უწყვეტი ციკლით.
- LPG კომპრესორის სისტემა: Სპეციალური დამატებითი პომპა უზრუნველყოფს სტაბილურ წნევას გადამტვირთავში, გარე თაგის დონის მიუხედავად.

Ნაბიჯი 4: ხარისხის უზრუნველყოფა — წყალში ტესტირება
Ნულოვანი დეფექტის პოლიტიკა. Წნევის ქვეშ მოქმედი კონტეინერებისთვის, გაჟონვა უსაფრთხოების რისკია. ყოველი ბანკა ჩაიძირება თბილ წყალში გაჟონვის შესამოწმებლად.

Ნაბიჯი 5: L-ტიპის მილაკის სპეციალური ჩადება
Სპეციალური ფორმებისთვის ადაპტაცია. Კლიენტი იყენებს უნიკალურ "L-ტიპის" სპრეი მილაკს. სტანდარტულ მანქანებს ხშირად ეჩერება არასტანდარტული აქტუატორები.
- Რობოტიზებული Pick-and-Place: Ჩვენ შევმუშავეთ სპეციფიკური ვიბრაციული თასი და მექანიზმი, რომელიც reliable მანძილზე ორიენტირებს და აყენებს ამ რთულ მილაკებს 200 CPM-ზე.
- Ორმაგი თავის ეტიკეტირება: Სიჩქარის შესანარჩუნებლად, ეტიკეტირების სადგური ორი ოპერატორით არის დაკავებული, რათა მანქანის გაჩერების გარეშე სწრაფად შეიცვალონ ეტიკეტების როლიკები.

4. ექსპლუატაციური ეფექტიანობა: ROI-ს გამოთვლა
Ამ ხაზის ნამდვილი ღირებულება არ მდგომარეობს მხოლოდ მანქანებში; ის მდგომარეობს ექსპლუატაციურ ეკონომიკაში .
- Სიჩქარე: Გაიზარდა 60 CPM-დან 200 CPM (330%-იანი ზრდა).
- Თანამშრომლები: Შემცირდა უკვე 4 ოპერატორამდე (კონსერვის საწყობი, აირის ოთახის მონიტორი, ნიშნვა A და B).
- Სამუშაოს საფასური: 70%-იანი შემცირება ერთი ერთეულის წარმოებაზე.
Მათემატიკა: Წარმოების გაтроებით და თანამშრომლების შეკვეთით, კლიენტისთვის ინვესტიციის დაბრუნების (ROI) პროექტირებული ვადა ნაკლები 14 თვეზე .
5. ქარხნული დამატების ტესტი (FAT) და მიწოდება
Არგენტინაში ტრანსპორტირებამდე, FAT-ის დროს ჩვენ ხაზს უწყობდით უწყვეტად 4 საათის განმავლობაში. შედეგი? ნულოვანი დაბლოკვები, შევსების გადახრა 1,5 გ-ის ფარგლებში და უფრო მშვიდი მაღალი სიჩქარის მართვა.
Კლიენტის უკუკავშირი? "ჩვენ ველოდით სიჩქარეს, მაგრამ არ ველოდით ამ დონის მშვიდ მართვას. მანქანა იმუშავებს, როგორც შვეიცარიული საათი."
6. რატომ აირჩიოთ Aile Automation?
Ეს პროექტი ხაზს უსვამს იმას, თუ რატომ არის Aile რთული აეროზოლის პროექტებისთვის უპირატესობის მქონე პარტნიორი:
- Ინჟინერიის მოქნილობა: Ჩვენ ვართ მორგებული განლაგებები (როგორიცაა U-ფორმა), რათა შეესაბამოთ თქვენს რეალობას.
- Სეეიფთჟ თრანჟ: LPG და აფეთქებისგან დამცავი სისტემების მიმართ გამოცდილება.
- Სრული პასუხისმგებლობა: Კომპრესორიდან დაწყებული შეფუთვის მაგიდამდე, ყველაფერს ვაწვდით.
Მზად ხართ გაამაღლოთ თქვენი წარმოება?
Ნუ დაუშვებთ, რომ თქვენი წარმოების ხაზი თქვენი ზრდის შეზღუდვის მიზეზი გახდეს.
👉 Დაუკავშირდით Aile Engineering Team-ს დღესვე უფასო კონსულტაციისთვის თქვენი საწარმოს გეგმისა და სიჩქარის მაღალი ხაზის დიზაინის შესახებ.