I det högpresterande ekosystemet för tillverkning av brandsäkerhetsutrustning är "kapacitet" detsamma som "överlevnad". När marknadsbehovet ökar – drivet av nya regler eller akuta säkerhetsbehov – är det inte bara kontrakten som vinnaren tar, utan också marknaden. Omvänt kan förseningar vara dödligt skadligt för ett varumärkes rykte.
För vår senaste kund, en dominerande aktör på den argentinska marknaden för brandsläckare och säkerhetsaerosoler, hade situationen nått en kritisk vändpunkt. Deras varumärkesstyrka växte snabbt över hela Sydamerika, men deras produktion stod kvar i det förflutna. Med förlitande på gamla linjära maskiner och en fragmenterad halvautomatisk process toppade deras produktion på en blygsam nivå av 60 burkar per minut (CPM). Denna flaskhals var förödande. De förlorade effektivt intäkter eftersom de tvingades tacka nej till stora ordrar eller stå inför böter för försenade leveranser. Klyftan mellan deras försäljningspotential och deras tillverkningsverklighet vidgades varje dag.
De behövde inte bara en ny maskin för att täppa till ett hål; de behövde en total tillverkningsrevolutionen .
Denna fallstudie beskriver hur Aile Automation tog steget och utformade ett omfattande svar. Vi levererade ett Helautomatisk höghastighetsaerosolfyllningslinje , ett system i jättestorlek som kan arbeta stabilt på 200 CPM. Men hastighet var bara hälften av striden. Projektet innebar två betydande ingenjörsmässiga hinder:
-
Strikta säkerhetsprotokoll: Produkten innehöll mycket lättantändliga LPG-drivmedel. Vårt team integrerade toppklassiga explosionssäkra system, gassensorer och nödventilationsprotokoll för att säkerställa att hög hastighet aldrig kom på bekostnad av driftsäkerheten.
-
Utmanande fabrikslayout: Klientens befintliga anläggning hade en stel, icke-standardiserad layout som inte kunde rymma en standardmässig linjär linje. Ailes ingenjörer utformade en skräddarsydd, platsbesparande konfiguration som maximerade flödet utan att kräva kostsam fabriksexpansion.
Genom att övergå från en arbetsintensiv process på 60 CPM till en helt automatiserad kraftverkstation på 200 CPM har vår klient inte bara tredubblat sin produktion utan också avsevärt minskat arbetskostnader per enhet. Idag klarar de inte bara efterfrågan – de sätter takten på den argentinska marknaden.
1. Utmaningen: "Trippelbegränsnings"-teknik
När klienten kontaktade Aile Automation presenterade de oss vad vi kallar "Triple Constraint" – ett scenario där tre motstridiga faktorer gör projektet exceptionellt svårt:
A. Hastighetskravet (200 CPM)
Kunden krävde ett hopp från 60 CPM till 200 CPM i aerosolfyllningens värld är detta skiljelinjen mellan "standard" och "elit". Med 200 burkar per minut är linjära maskiner fysiskt oförmögna att hålla jämna steg utan att orsaka vätskestänk eller att burken välter. Den enda lösningen är en övergång till Roterande (torn) teknik , där burkar styrs av stjärnhjul för smidig hantering i hög hastighet.
B. Den rumsliga begränsningen (U-formens nödvändighet)
Hastighet kräver oftast längd. En vanlig höghastighetslinje kan lätt sträckas 30 till 40 meter. Kundens anläggning i Argentina hade dock pelare och befintliga väggar som gjorde en rak linje omöjlig. De behövde hög produktion på ett begränsat område.
C. Säkerhetsparadoxen (gasol i brandprodukter)
Även om produkten är ett brandsläckningsmedel, är drivmedlet som krävs för detta specifika aerosolformat LPG (flytande petroleumgas) detta skapade en betydande teknisk utmaning: att hantera en mycket brandfarlig gas vid höga hastigheter i en fabrik som måste vara 100 % explosionssäker.
2. Lösningen: En skräddarsydd U-formad nyckelfärdig linje
För att lösa den rumsliga utmaningen övergav Ailes ingenjörsteam den traditionella raka linjelayouten. Istället använde vi Auto-CAD för att designa en sofistikerad U-format transportbandssystem .
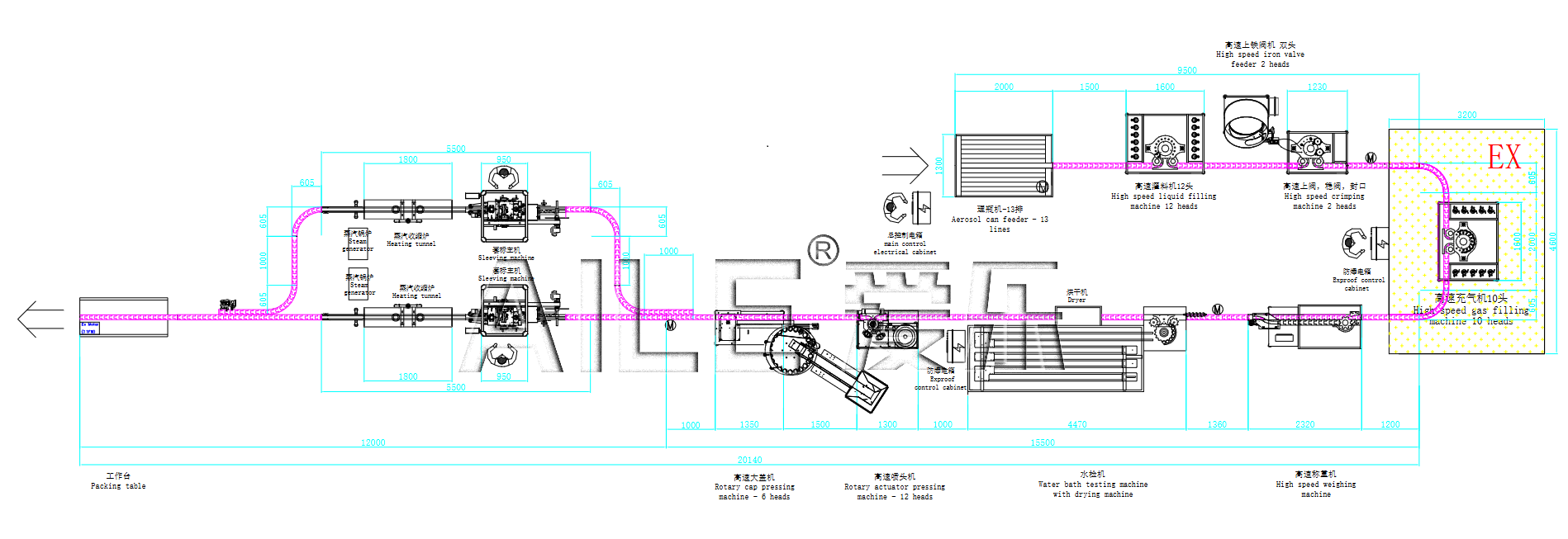
- Zon A (Förberedelse): Burkmatning och rengöring.
- Zon B (vätskefyllning och ventilering): Den höghastighetsroterande sektionen.
- Zon C (Riskzonen): Ett specialiserat, isolerat Ex-säkert rum för LPG-påfyllning.
- Zon D (Efterbehandling): Vattenbadstestning, torkning, märkning och packning.
Ingenjörens anmärkning: ”U-formen handlar inte bara om att spara utrymme; den handlar om operatörens arbetsflöde. Genom att böja linjen kunde en enda operatör övervaka både matningsstationen och packningsstationen visuellt, vilket minskade gångavståndet avsevärt.”
3. Djupgående granskning: Översikt över kärnmaskineriet
För att uppnå stabila 200 CPM måste varje maskin i linjen vara perfekt synkroniserad. En flaskhals i en enhet saktar ner hela systemet. Här är den tekniska uppdelningen av linjens "hjärta och själ".
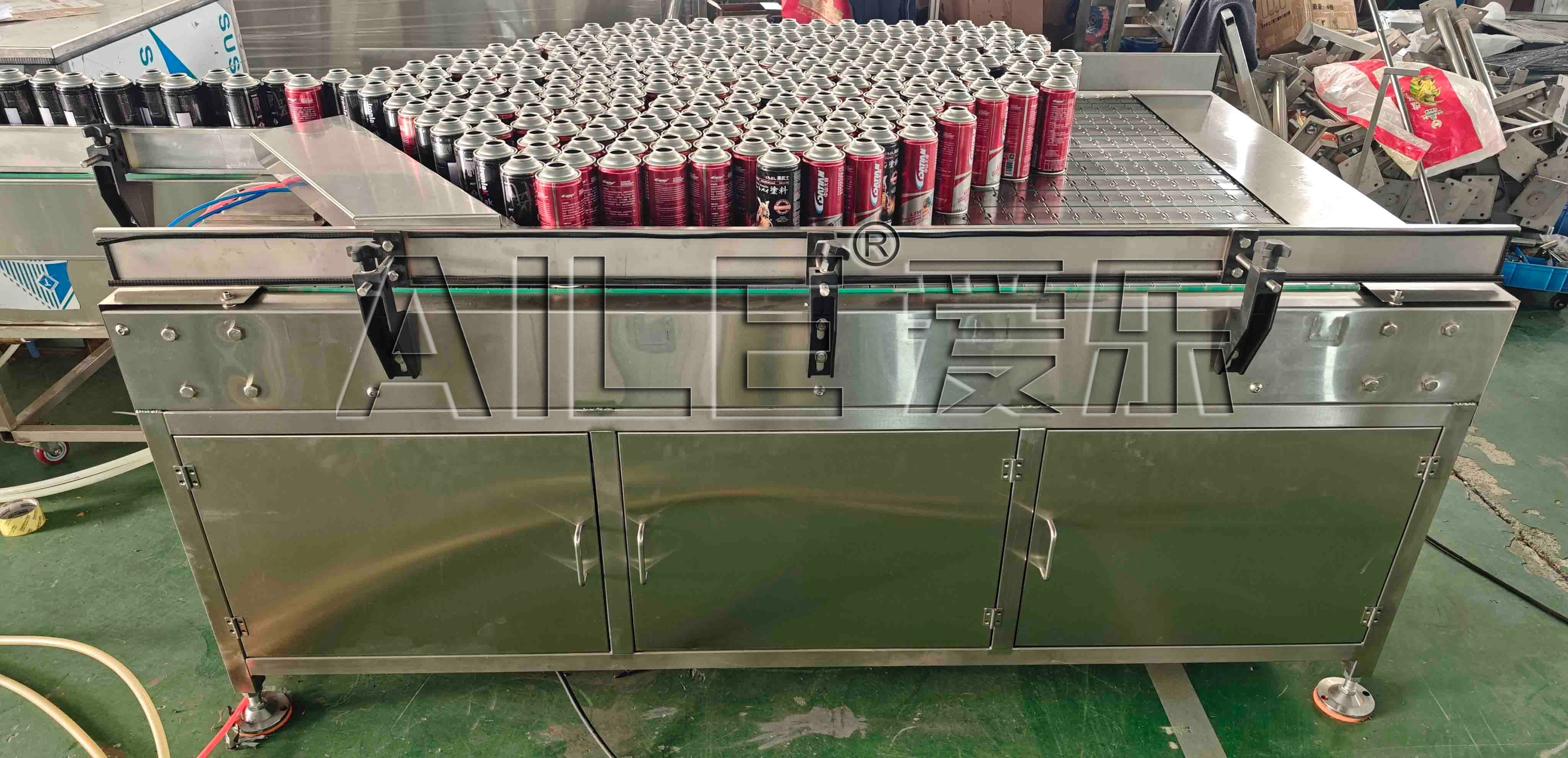
Steg 1: Flaskavkodare med hög hastighet
Grunden för hastighet. Vid 200 CPM är manuell matning omöjlig. Vi integrerade en Höghastighets explosionssäker avkodare .
- Volym: Klassad för 200–250 CPM.
- Mechanism: Den använder en centrifugal lyftplatta för att sortera bulkburkar och försiktigt placera dem på transportbandet.
- Innovation: Vi lade till ett polymerfoder på sorteringsskivan för att förhindra att de förtryckta aluminiumburkarna repas, ett vanligt problem med äldre metall-mot-metall-avkodare.
Steg 2: Hjärtat — Roterande vätskefyllningsmaskin med 12 huvuden

Precision vid hög hastighet. Detta är den viktigaste maskinen på linjen. För att fylla brandsläckningsvätska (som kan vara skummig eller trögflytande) med höga hastigheter använde vi vår Höghastighets 12-huvuds roterande vätskefyllare .
- Roterande tornsystem: Till skillnad från linjära fyllare som stannar och går, fyller den här maskinen medan den roterar. 12 separata fyllningsmunstycken spårar de rörliga burkarna, vilket maximerar fyllningstidsfönstret för att säkerställa noggrannhet.
- Exakthet: ±1% fyllningsfel.
- Ingen-Kan-Ingen-Fyllning: Ett avancerat sensorsystem detekterar om en burk saknas i en stjärnhjulsficka och förhindrar omedelbart att just det munstycket matas ut, vilket sparar värdefullt råmaterial.
Steg 3: LPG-säkerhetssystem och roterande gaspåfyllning
Säkerhet möter prestanda. Eftersom drivmedlet är LPG , säkerhet är inte förhandlingsbar. Den här maskinen sitter inuti en specialbyggd Explosionsäker lokal .
- Dubbellägesdesign: Linjen är konstruerad för att hantera både kväve (för standardsläckare) och gasol (för multifunktionella aerosoler), vilket ger framtida mångsidighet.
- 10-huvuds roterande gasning: Utför vakuumsugning och gasinjektion i en sömlös cykel.
- LPG-kompressorsystem: En dedikerad boosterpump säkerställer stabilt drivmedelstryck, oavsett den externa tanknivån.

Steg 4: Kvalitetssäkring — Vattenbadstestare
Nollfelspolicy. För tryckkärl är läckor säkerhetsrisker. Varje burk sänks ner i varmt vatten för att kontrollera om det finns läckor.

Steg 5: Insättning av anpassat L-format munstycke
Anpassning för specialformer. Kunden använder ett unikt sprutmunstycke av "L-typ". Standardmaskiner blockerar ofta med oregelbundna ställdon.
- Robotisk plock-och-placera: Vi konstruerade en specifik vibrationsskål och en mekanism för att orientera och sätta in dessa svåra munstycken tillförlitligt vid 200 CPM.
- Märkning med dubbla huvuden: För att hålla jämna steg med hastigheten bemannas etiketteringsstationen av två operatörer för att möjliggöra snabba etikettrullebyten utan att maskinen behöver stoppas.

4. Operativ effektivitet: ROI-beräkningen
Det verkliga värdet av den här linjen ligger inte bara i maskineriet; det ligger i driftsekonomi .
- Hastighet: Ökade från 60 CPM till 200 CPM (330 % tillväxt).
- Personal: Reducerad till bara 4 operatörer (Burkmatning, gasrumsövervakning, märkning A och B).
- Arbetskostnad: 70 % minskning per producerad enhet.
Matematiken: Genom att tredubbla produktionen samtidigt som personalstyrkan minskas förväntas kunden återvinna sin investeringskostnad (ROI) inom mindre än 14 månader .
5. Fabriksacceptanstest (FAT) och leverans
Innan vi skickade till Argentina körde vi linjen kontinuerligt i fyra timmar under FAT-perioden. Resultatet? Inga stopp, fyllningsavvikelser inom 1,5 g och smidig höghastighetshantering.
Kundens feedback? "Vi förväntade oss hastighet, men vi förväntade oss inte den här nivån av smidig hantering. Maskinen går som ett schweiziskt armbandsur."
6. Varför välja Aile-automation?
Detta projekt belyser varför Aile är den föredragna partnern för komplexa aerosolprojekt:
- Teknisk flexibilitet: Vi anpassar layouter (som U-formen) för att passa din verklighet.
- Säkerhet först: Expertis inom LPG och explosionssäkra system.
- Helhetsansvar: Från kompressorn till packbordet, vi levererar allt.
Redo att uppgradera din produktion?
Låt inte din produktionslinje vara flaskhalsen för din tillväxt.
👉 Kontakta Aile Engineering-teamet idag för en kostnadsfri konsultation om din fabrikslayout och design av höghastighetslinjen.